



想要快速了解流体管不锈钢管源头实体厂商产品?视频给你直观的感受!
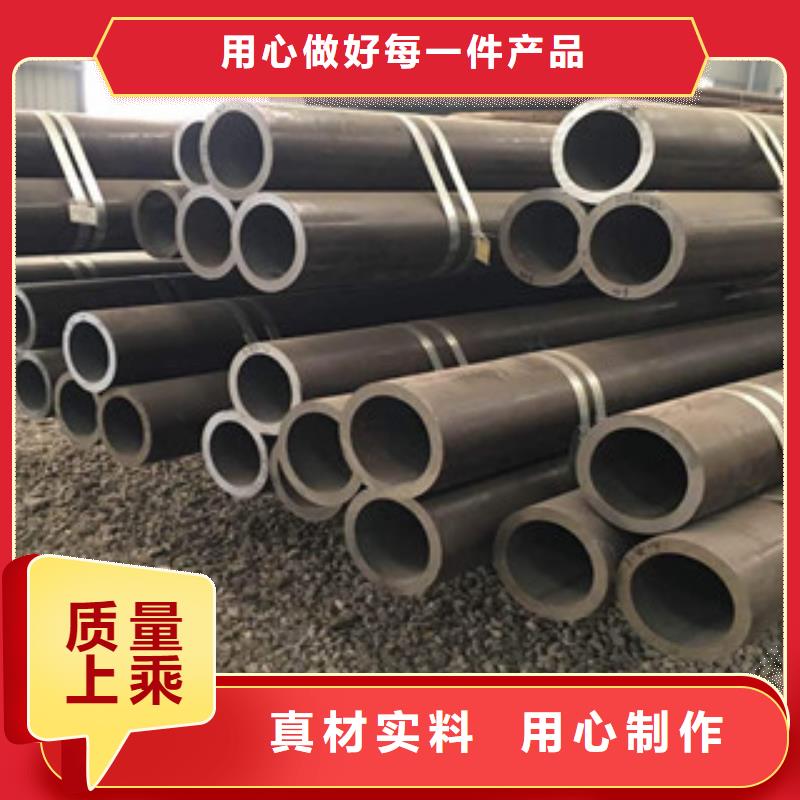
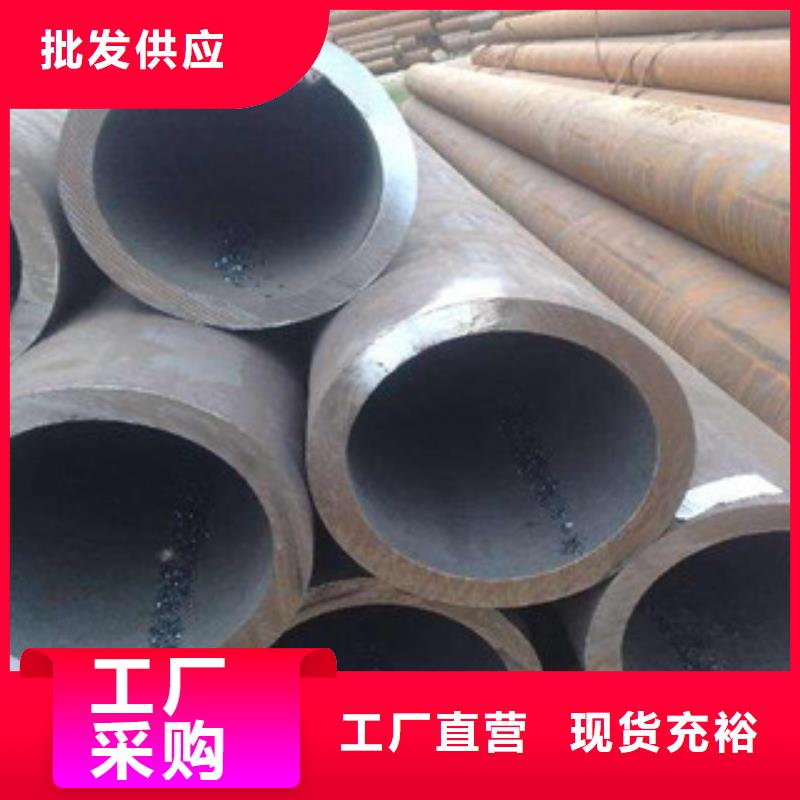
以下是:流体管不锈钢管源头实体厂商的图文介绍

流体管件粒度/目 用途
粗磨 12~20 磨削量大,除去厚的不平度;粗磨 24~40 磨削量大,除去氧化皮、毛刺、粗糙表面;中磨 50~80 磨削量中等,除去粗磨后留下的磨痕;中磨 100~150 磨削量较小,为精磨作准备;精磨 180~240 磨削量小,可得到比较平滑的表面;精磨 280~360 磨削量很小,为镜面抛光做准备。


“以质量求生存、以信誉求发展”为宗旨。将以诚信、求实的作风;务实、科学的管理;迅捷、周到的服务。钢兴钢管 有限公司愿与各公司精诚合作、共创双赢! 主要经营: 广西防城港无缝钢管有品种齐全、价格优惠,凭着良好的品质和服务, 广西防城港无缝钢管产品远销全国各地。



结构用流体管扩径工艺要求
1、初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,结构用流体管得到初步圆。
2、名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是结构用流体管质量要求的成品管内圆周位置。
3、弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前结构用流体管内圆周位置。
4、保压稳定阶段。扇形块在弹复前结构用流体管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。
1、初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,结构用流体管得到初步圆。
2、名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是结构用流体管质量要求的成品管内圆周位置。
3、弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前结构用流体管内圆周位置。
4、保压稳定阶段。扇形块在弹复前结构用流体管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。
