



我们为您呈现了一部精彩绝伦的道路护栏道路隔离栏杆专业生产N年产品视频,让您感受产品的独特之处。
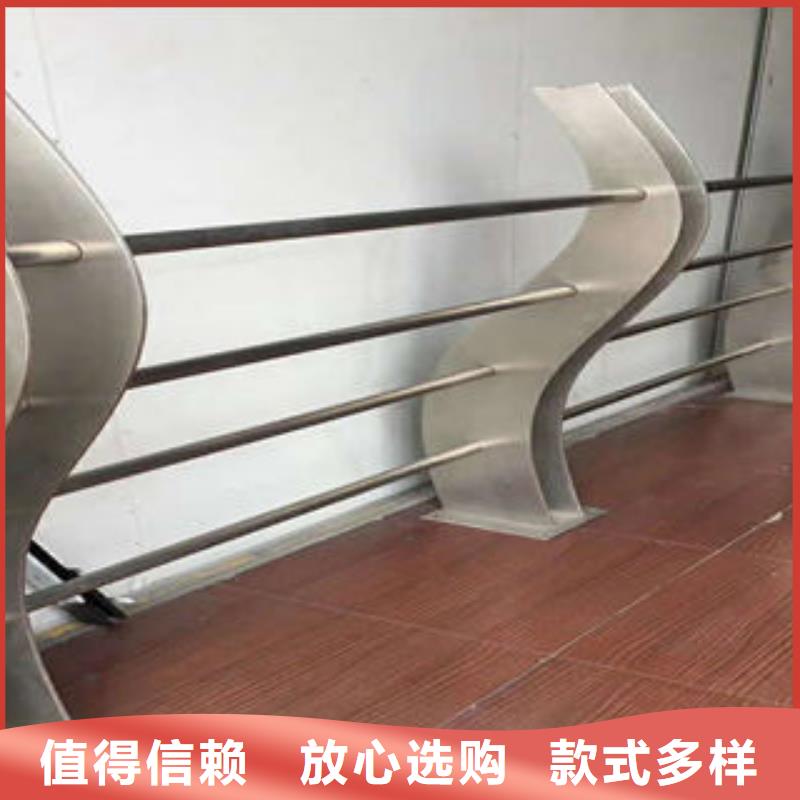
以下是:道路护栏道路隔离栏杆专业生产N年的图文介绍

复合管是近10年发展较快的一种工程管道,品种、功能繁多,性能优越,形成了比较成熟的工艺技术,并且已经投产。主要的工艺方法很多比如热轧复合方法、热挤压复合法、铸造复合方法、爆炸焊接复合方法、组合式双金属复合管生产方法、激光包覆法等。在技术开发方面日本后来居上。据文献报道,日本在80年代初就陆续研制和开发了多种复合工艺。其中典型的热轧或热轧加冷成型工艺可以实现包覆材料与基材界面的冶金结合,质量优良。其产品广泛用于石油化工、化工行业、石油及天然气工业等。
双金属复合管制备方法的研究概况热成型法.目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、爆炸焊成型法、电磁成型法等等。冷成型法,冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。
薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;另一种是用薄的不锈钢板或钢带在专用的制管机上用tig焊接成直缝或螺旋缝不锈钢管。采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢管内壁上,其中拉拔和胀接为常用。
拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧密配合的机械结合。这种管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。
机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。
双金属复合管制备方法的研究概况热成型法.目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、爆炸焊成型法、电磁成型法等等。冷成型法,冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。
薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;另一种是用薄的不锈钢板或钢带在专用的制管机上用tig焊接成直缝或螺旋缝不锈钢管。采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢管内壁上,其中拉拔和胀接为常用。
拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧密配合的机械结合。这种管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。
机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。


鑫海达不锈钢复合管生产制造厂家有限公司位于经济开发区。主营产品(海南三亚) 本地 海南三亚304不锈钢复合管。多年来,本公司本着'质量兴业,守约重誉'的经营理念和服务宗旨为广大客户提供更好的产品和服务,得到了各界新老用户的支持和赞誉。我公司郑重承诺,在同等的质量下,保证以合理的价格,完善的服务,崇高的信誉来答谢各界朋友的支持和厚爱。公司全体员工热列欢迎您来聊城指导观光洽谈业务!



内衬不锈钢复合管现场施工要点分析内衬不锈钢复合管截管应符合下列规定:切割面应采用砂轮磨光,去除毛刺。管材切割断面应垂直于管轴线。管端平面倾斜度偏差。公称直径不大于80mm时允许偏差不应大于0.8mm公称直径为100—150mm时允许偏差不应大于1.2mm公称直径在200mm以上时允许偏差不应大于1.6mm
管道焊接施工前准备工作 :采用焊接连接时,管道管端切面应与管轴中心线垂直、端面平整光滑、无毛刺飞边。切割面的坡口和尺寸应符合现行标准《工业金属管道工程施工及验收规范》GB50235的规定。管道组对前将坡口内外表面小于10mm范围内的油垢锈毛刺以及镀锌层清理干净且不得有裂缝夹层等缺陷。
管道对接焊口的组对应做到内壁齐平。焊条使用前应按要求进行烘干使用过程中要保持干燥焊条使用前应清理表面的油污等杂质。内衬不锈钢复合管焊接连接的施工工艺原理在管道对焊时有以下要求坡口角度应控制在30度~40度之间。坡口时应露出内层不锈钢管1mm左右。对口焊接应按照下述工艺施工。先使用不锈钢焊丝氩弧焊将管内壁的不锈钢管对接满焊,使得内部的不锈钢层形成一个整体。
内衬不锈钢复合钢管配件发展趋向一)内衬不锈钢的复合铸造管配件:由内层与外层复合而成,所述内层为不锈钢管层,所述的外层为铸铁管层或铸钢管层,所述的内层与外层之间为过盈连接。 有益效果为:复合铸造管配件的材料与复合钢管的材料可以完全一致,给操作、检测、维修都带来了很大的方便,满足了管道网络用材统一性的要求。
相对传统的复合管配件,其管径增大,流量增大;介质不会与碳钢管接触,不产生腐蚀和污染;不含塑料层,使用温度范围更宽广;两金属层结合牢靠。内衬不锈钢的复合管焊接配件:包括若干分支段,所述的各分支段由外层碳钢管与内层不锈钢管复合而成,所述的各分支段的接合面通过焊接固定。 有益效果为:相对传统的复合管配件,其管径增大,流量增大;介质不会与碳钢管接触,不产生腐蚀和污染;不含塑料层,使用温度范围更宽广。
不锈钢抛光管、抛光不锈钢管具有良好的耐蚀性,耐热性,低温强度和机械性能,冲孔,弯曲,如热加工性好,无热处理硬化现象(非磁性)、钼和碳含量很低,在海洋和点状腐蚀电阻的化学工业环境大大优于304不锈钢。(316l低碳、高氮高强度的316n,316不锈钢硫磺含量较高,易切削不锈钢)。
管道焊接施工前准备工作 :采用焊接连接时,管道管端切面应与管轴中心线垂直、端面平整光滑、无毛刺飞边。切割面的坡口和尺寸应符合现行标准《工业金属管道工程施工及验收规范》GB50235的规定。管道组对前将坡口内外表面小于10mm范围内的油垢锈毛刺以及镀锌层清理干净且不得有裂缝夹层等缺陷。
管道对接焊口的组对应做到内壁齐平。焊条使用前应按要求进行烘干使用过程中要保持干燥焊条使用前应清理表面的油污等杂质。内衬不锈钢复合管焊接连接的施工工艺原理在管道对焊时有以下要求坡口角度应控制在30度~40度之间。坡口时应露出内层不锈钢管1mm左右。对口焊接应按照下述工艺施工。先使用不锈钢焊丝氩弧焊将管内壁的不锈钢管对接满焊,使得内部的不锈钢层形成一个整体。
内衬不锈钢复合钢管配件发展趋向一)内衬不锈钢的复合铸造管配件:由内层与外层复合而成,所述内层为不锈钢管层,所述的外层为铸铁管层或铸钢管层,所述的内层与外层之间为过盈连接。 有益效果为:复合铸造管配件的材料与复合钢管的材料可以完全一致,给操作、检测、维修都带来了很大的方便,满足了管道网络用材统一性的要求。
相对传统的复合管配件,其管径增大,流量增大;介质不会与碳钢管接触,不产生腐蚀和污染;不含塑料层,使用温度范围更宽广;两金属层结合牢靠。内衬不锈钢的复合管焊接配件:包括若干分支段,所述的各分支段由外层碳钢管与内层不锈钢管复合而成,所述的各分支段的接合面通过焊接固定。 有益效果为:相对传统的复合管配件,其管径增大,流量增大;介质不会与碳钢管接触,不产生腐蚀和污染;不含塑料层,使用温度范围更宽广。
不锈钢抛光管、抛光不锈钢管具有良好的耐蚀性,耐热性,低温强度和机械性能,冲孔,弯曲,如热加工性好,无热处理硬化现象(非磁性)、钼和碳含量很低,在海洋和点状腐蚀电阻的化学工业环境大大优于304不锈钢。(316l低碳、高氮高强度的316n,316不锈钢硫磺含量较高,易切削不锈钢)。


优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。
离心铝热法也称为shs—离心法,shs是self propagating high temperature synthesis的缩写。离心铝热法的实质是在离心力场中引起铝热反应,所谓铝热反应就是金属铝粉和其他金属氧化物粉末均匀的混合在一起, 通过点燃而发生的非常迅速的放热反应(mo+al→m+al2o3+q)。反应绝热温度可接近3000k,因此产物都处于液态,在离心力作用下,比重大的产物如fe、cr、ni等集中在靠近碳钢钢管内壁处,形成内衬金属层;al2o3形成内层残渣,通过机械方法除去,则制备出双金属复合钢管。
离心铸造+热挤压(热挤压+冷轧)“离心铸造+热挤压”是一种新的复合管短流程制备方法,通过离心铸造生产空心复合管坯,然后加热、热挤压或热挤压冷轧,以及后续热处理等工序,获得成品复合管。它有效整合了离心铸造和热挤压两种方法的优点,缩短了生产工序,并实现了复合界面的完全冶金结合。其独特之处在于:他把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。
离心铝热法也称为shs—离心法,shs是self propagating high temperature synthesis的缩写。离心铝热法的实质是在离心力场中引起铝热反应,所谓铝热反应就是金属铝粉和其他金属氧化物粉末均匀的混合在一起, 通过点燃而发生的非常迅速的放热反应(mo+al→m+al2o3+q)。反应绝热温度可接近3000k,因此产物都处于液态,在离心力作用下,比重大的产物如fe、cr、ni等集中在靠近碳钢钢管内壁处,形成内衬金属层;al2o3形成内层残渣,通过机械方法除去,则制备出双金属复合钢管。
离心铸造+热挤压(热挤压+冷轧)“离心铸造+热挤压”是一种新的复合管短流程制备方法,通过离心铸造生产空心复合管坯,然后加热、热挤压或热挤压冷轧,以及后续热处理等工序,获得成品复合管。它有效整合了离心铸造和热挤压两种方法的优点,缩短了生产工序,并实现了复合界面的完全冶金结合。其独特之处在于:他把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。



