



联系我们

更新时间:2025-01-03 02:53:33 浏览次数:3 公司名称:聊城 鑫桥达护栏有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 283 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东聊城 |
| 规格 | 22-159 |
| 类型 | 定制 |
| 颜色 | 定制 |
| 品牌 | 山东鑫方达 |
| 型号 | 22-159 |
| 可定制 | 是 |


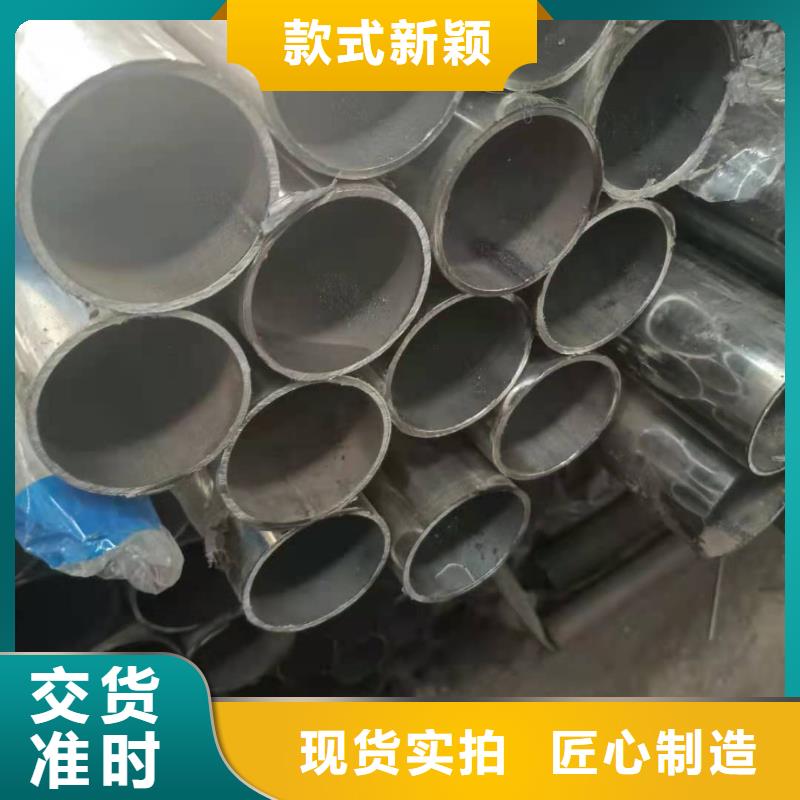



桥梁护栏现已广泛应用于我们的生活中,我们使用的桥梁护栏采用电镀、电镀、喷涂、浸蚀、桥梁护栏等具有优异的抗衰老、耐候、耐烦的特点。鑫桥达护栏外观美观,色彩丰富,能起到闸门的作用,当然,它的美化也很强。但在安装时应注意的方式和程度,紧固螺钉:用大一个字螺丝刀顺时针拧紧螺钉,使固定的竖直杆和水平杆构成护栏结构。一般垂直杆用于将垂直底部的两个通孔沿同一方向穿入横杆中。设备上下卡:大卡头为上卡,小卡头为下卡。首先安装上卡。将夹子U型开口侧插入垂直杆中。使用专用夹具将顶部夹子推到槽的位置并自动打开。
在景观桥梁护栏的施工安装过程中,存在着许多工程技术人员需要解决的实际问题。许多理论构造数据在产品现场安装中会出现一些意想不到的问题。在景观护栏的施工组织过程中,施工组织者要尽 努力计算施工材料的数量,精心安排作业。在安装景观护栏时尽量不要浪费建筑材料和劳动时间。为了节约工程造价,施工组织要更加细致、。严格按照施工方案,施工工作要严格按照施工计划进行。例如,贵阳桥梁护栏的基础、立柱的安装、横梁的安装和切割,应严格按照施工图和施工说明书的要求进行。并且不能按照自己的想法和想法,做任何他们想做的事,而不是按照标准。这样,不仅会耽误正常的施工周期和浪费不必要的产品材料,更严重的将影响工程质量和美观和公司的良好誉。


冷轧:是在热轧不锈钢板板卷的基础上加工轧制出来的,一般来讲是热轧→酸洗→冷轧这样的加工过程。虽然在加工过程因为轧制也会使钢板升温,尽管如此还是叫冷轧。由于热轧经过连续冷变型而成的冷轧,在机械性能比较差,硬度太高。必须经过退火才能恢复其机械性能,没有退火的叫轧硬卷。轧硬卷一般是用来做无需折弯,拉伸的产品。
其特性:
1.冷轧钢板由于有一定程度的加工硬化,韧性低,价格较贵;
2.冷轧加工表面无氧化皮,质量好;
3.冷变形制成的产品尺寸精度高、表面质量好;
4.冷轧由于其生产工艺在各行各业中应用广泛,例如各类冷冲压件、冷轧冷挤型材、冷卷弹簧、冷拉线材、冷镦螺栓等。
热轧(hotrolling):是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。
其特性:
1.韧性和表面平整性差,价格较低;
2.热轧的温度与锻造的温度相近;
3.热板采用热扎加工表面有氧化皮,板厚有下差;
4.由于其生产制作工艺使其在民用方面较多,如餐厨具、一般家用电器等;
5.热轧钢板,机械性能远不及冷加工,也次于锻造加工,但有较好的韧性和延展性。
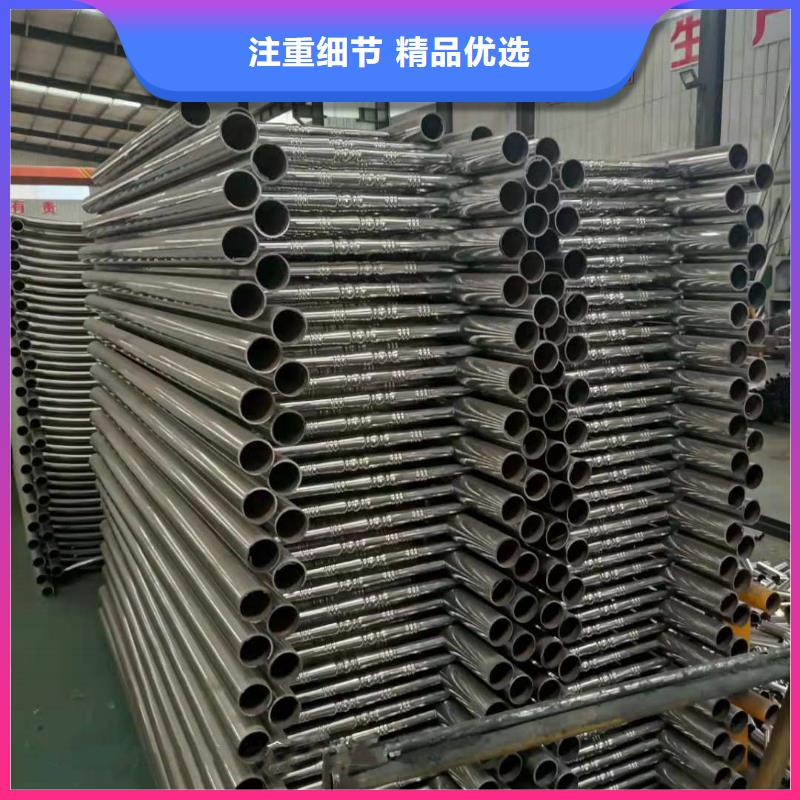
热轧,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。从精轧 一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。简单点儿来说,一块钢坯在加热后(就是电视里那种烧的红红的发烫的钢块)精过几道轧制,再切边,矫正成为钢板,这种叫热轧。
冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退火线。轧硬卷重一般在6~13.5吨,钢卷在常温下,对热轧酸洗卷进行连续轧制。内径为610mm。
热轧板和冷轧板的区别可以归结于以下几点:
1、冷板采用冷扎加工表面无氧化皮,质量好。热板采用热扎加工表面有氧化皮,板厚有下差。
2、热轧板韧性和表面平整性差,价格较低,而冷轧板的伸展性好,有韧性,但是价格较贵。
3、轧制分为冷轧和热轧,以再结晶温度为区分点。
4、冷轧:冷轧一般用于生产带材,其轧速较高热轧:热轧的温度与锻造的温度相近
5、不电镀的热扎板表面成黑褐色,不电镀的冷扎板表面是灰色。电镀后可从表面的光滑程度来区分,冷扎板的光滑度高于热扎板。



鑫桥达护栏有限公司借助先进的加工设备与先进的技术,专业、的管理团队,坚持发挥团队粗神,合作共赢的理念,结合自产自销 河南安阳河道护栏的经营战略,让我们给客户提供的是价廉物美的 河南安阳河道护栏产品与服务! 欢迎广大新老客户光临惠顾,我们将竭诚为您服务!


此次1880产线年修自4月19日开始,原计划5月1日10时热负荷试车结束,经过全体参战人员的共同努力,提前5个多小时完成,并达到既定检修目标。该产线原计划检修项目377项,随着工程的开展,根据现场设备静态点检情况,临时增加了32项。参加1880产线年修施工的修建(维检)公司、机电安装公司、筑炉公司等十余家单位沟通顺畅、联系紧密、工序协调,为此次年修提前告竣提供了保障。
据了解,此次年修存在“两大难题”,一是R1主减速机一轴齿面剥落严重,在本钢集团相关部门的帮助协调下,设备厂家技术人员到场指导处理,经过反复调整打磨,现已投入使用。其二是对F3复合减速机分解检查发现,下轴定位轴承游隙偏大,并且滚动体伴有光环,箱体与轴承外圈接触部位存在0.2~0.3毫米磨损,磨损部位现已进行修补,问题得到解决。
该厂设备管理室副主任高雷介绍,与往年相比,此次年修该厂针对施工和检修质量进行了反复强调。在方面,对动火作业、高空作业和临边作业中的习惯性违章行为“零容忍”,由专门成立的监督岗进行全程监督,一旦发现习惯性违章人员立即出场,对严重违章人员后不允许再参与该厂维保。据介绍,在此次年修过程中,共出场4人,施工队伍的意识得到明显增强。
在保证检修质量方面,除施工单位、质量检查员外,年修指挥部组织其他两条产线专业技术人员成立5个质量检查小组,对主要项目进行第三方质量验收,确保年修质量全优。


