

联系我们

当前位置:
聊城 精拉管业有限公司 >
阜新当地行业新闻
冷拔管20CR精密管生产型
更新时间:2025-01-03 05:57:21 浏览次数:7 公司名称:聊城 精拉管业有限公司
以下是:冷拔管20CR精密管生产型的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 精拉 |
| 可定制 | 是 |
以下是:冷拔管20CR精密管生产型的图文视频



冷拔管20CR精密管生产型,精拉管业有限公司专业从事冷拔管20CR精密管生产型,联系人:李涛,电话:0635-7070165、15653128796,QQ:279437696,发货地:聊城汇通国际金属物流园A121发货到辽宁省 阜新市 新邱区、太平区、清河门区、细河区、彰武县,以下是冷拔管20CR精密管生产型的详细页面。 辽宁省,阜新市 清光绪二十九年(1903年),在土默特左旗境由朝阳县析置阜新县。阜新市是国务院批复确定的辽宁西北部地区的中心城市和装备制造业配套基地,沈阳经济区副中心城市;历史文化悠久,因出土世界玉和华夏龙,被誉为“玉龙故乡,文明发端”;是契丹民族的摇篮、武当宗师张三丰的故里;是全国资源型城市经济转型试点市、扶贫改革试验区,也是首批循环经济试点市之一、中国旅游城市、首批全国篮球城和省级园林城市;拥有畅达的交通环境,海上可通过大连港、锦州港、营口港出行;大郑铁路、新义铁路从境内穿过。境内有圣经寺、瑞应寺、阜新万人坑死难矿工纪念馆等景点。
走进真实的场景,感受产品的独特魅力!我们的冷拔管20CR精密管生产型视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:冷拔管20CR精密管生产型的图文介绍


经过三年的努力与发展,已具备一定的规模与实力,现精拉管业有限公司拥有一支精湛的技术团队和完善的生产团队,为您提供从 辽宁阜新精拉无缝钢管研发、生产、销售、售后一体式服务。公司提倡“诚信、团结、敬业、奋斗”的企业精神文化,提供好的 辽宁阜新精拉无缝钢管产品与真诚,好的服务售后服务:我们有专门的售后服务团队,提供售后1年内免费维修服务。


工艺:冷拔管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。




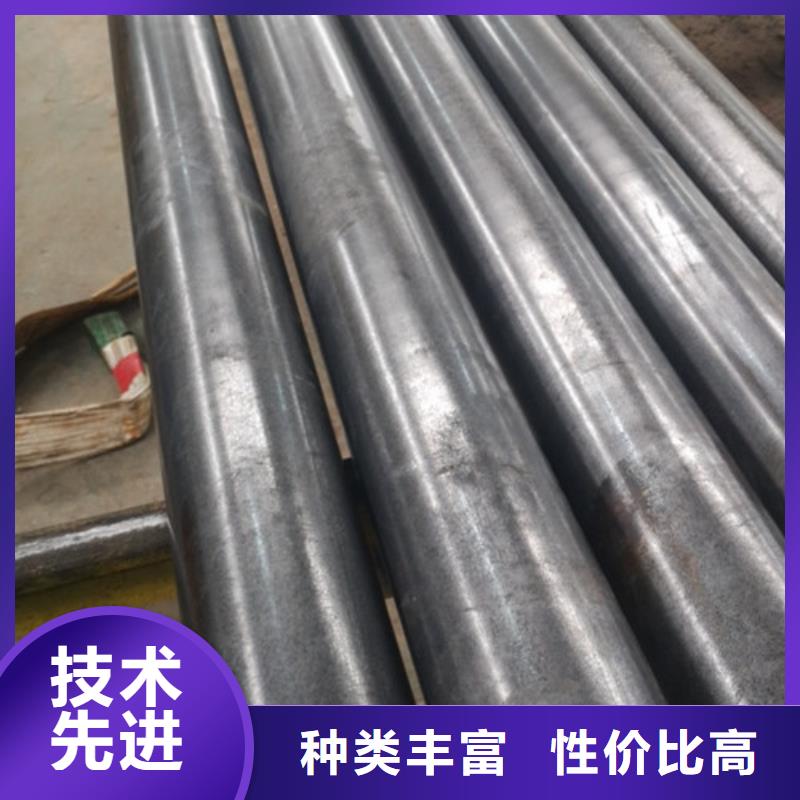
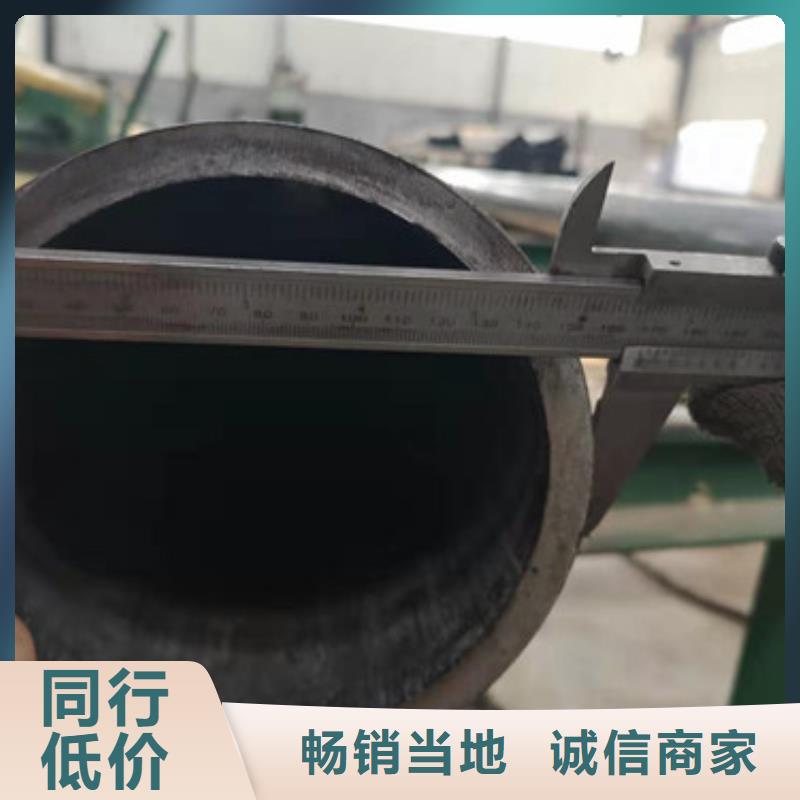
冷拔管的优质性主要是表现在哪些方面。精度高:外径公差:±0.03mm;内径公差:±0.02mm;厚度偏差:≤0.03mm;同心度:≤0.03mm;直线度:≤0.08mm/m。规格齐圆管、方矩管、异型管等均可依照客户产品要求承制;承制范围:外径:Φ3mm ~ Φ158mm;厚度:0.3 mm ~ 10mm。
破坏性测试扣口,压扁,扭曲,直线度,表面粗糙度等性能均在汽车行业用冷拔管标准之上;并可配合客户产品设计要求承制。品质保障,外径、内径、厚度千分尺、游标卡尺、洛氏硬度器、粗糙度测量仪器等品质检验器材齐全,以“品质乃公司之血脉”为准则全力做到质检合格。
冷拔管是具有很多的公差和尺寸的,只有冷拔管在进行制作的过程中才会达到一个公差的一个规范操作,由于冷拔管在进行制作的过程中是要进行公差的选择的,这样的话冷拔管在进行设计中才会有更好地效果。冷拔管一般在进行选择公差的时候要保证常见的尺寸的规范性,还要注意冷拔管公差的各种的条件和市场的综合的需求,这样的话冷拔管在加工的时候就会保证比较好的效果。电位差计用的冷拔管型材断面为“︼”型材重量30 g/m,断面尺寸公差范围为±0 07 mm.织机用的冷拔管型材断面为“■”,断面尺寸公差为±0.04mm,角度偏差小于0.5°,弯曲度为0.83×L。A1050、A1100、A3003、A6061、A6063(低、中强度合金)小型精密挤压型材的小壁厚0.5mm,小断面积20mm2.A5083、A2024、A7075、(中、高强度铝合金)小型精密挤压型材的小壁厚0.9mm,小断面积110mm2。
破坏性测试扣口,压扁,扭曲,直线度,表面粗糙度等性能均在汽车行业用冷拔管标准之上;并可配合客户产品设计要求承制。品质保障,外径、内径、厚度千分尺、游标卡尺、洛氏硬度器、粗糙度测量仪器等品质检验器材齐全,以“品质乃公司之血脉”为准则全力做到质检合格。
冷拔管是具有很多的公差和尺寸的,只有冷拔管在进行制作的过程中才会达到一个公差的一个规范操作,由于冷拔管在进行制作的过程中是要进行公差的选择的,这样的话冷拔管在进行设计中才会有更好地效果。冷拔管一般在进行选择公差的时候要保证常见的尺寸的规范性,还要注意冷拔管公差的各种的条件和市场的综合的需求,这样的话冷拔管在加工的时候就会保证比较好的效果。电位差计用的冷拔管型材断面为“︼”型材重量30 g/m,断面尺寸公差范围为±0 07 mm.织机用的冷拔管型材断面为“■”,断面尺寸公差为±0.04mm,角度偏差小于0.5°,弯曲度为0.83×L。A1050、A1100、A3003、A6061、A6063(低、中强度合金)小型精密挤压型材的小壁厚0.5mm,小断面积20mm2.A5083、A2024、A7075、(中、高强度铝合金)小型精密挤压型材的小壁厚0.9mm,小断面积110mm2。


选购冷拔管20CR精密管生产型来辽宁省阜新市找精拉管业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李涛-15653128796,{QQ:279437696},地址:[汇通国际金属物流园A121]。