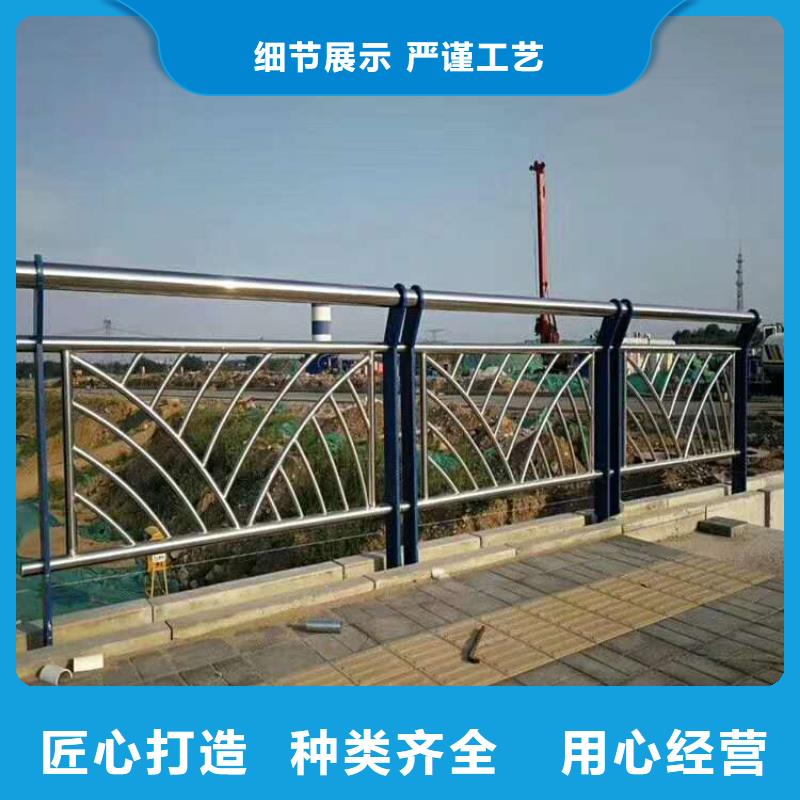

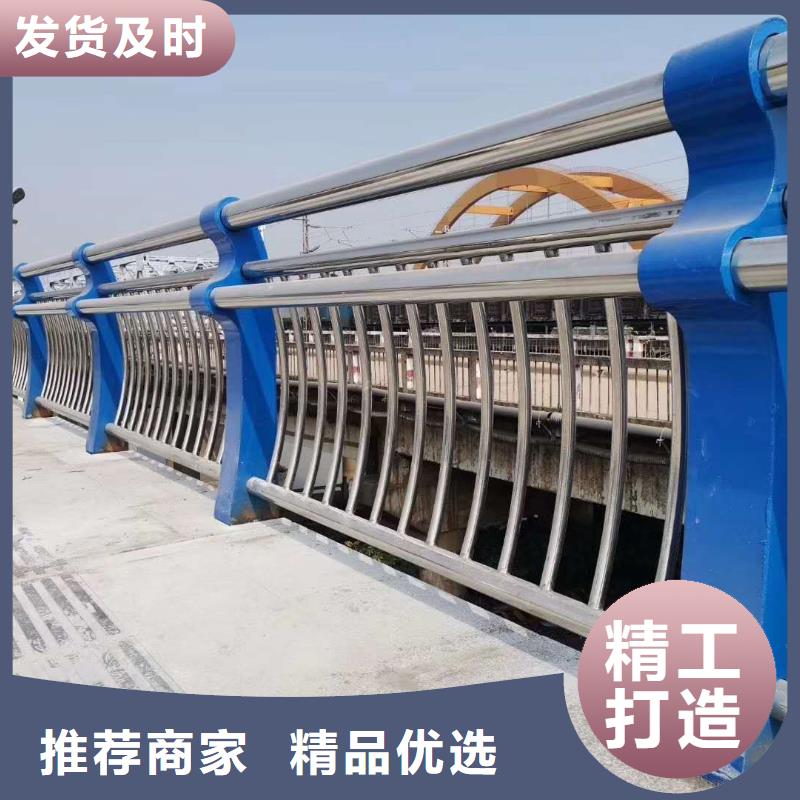
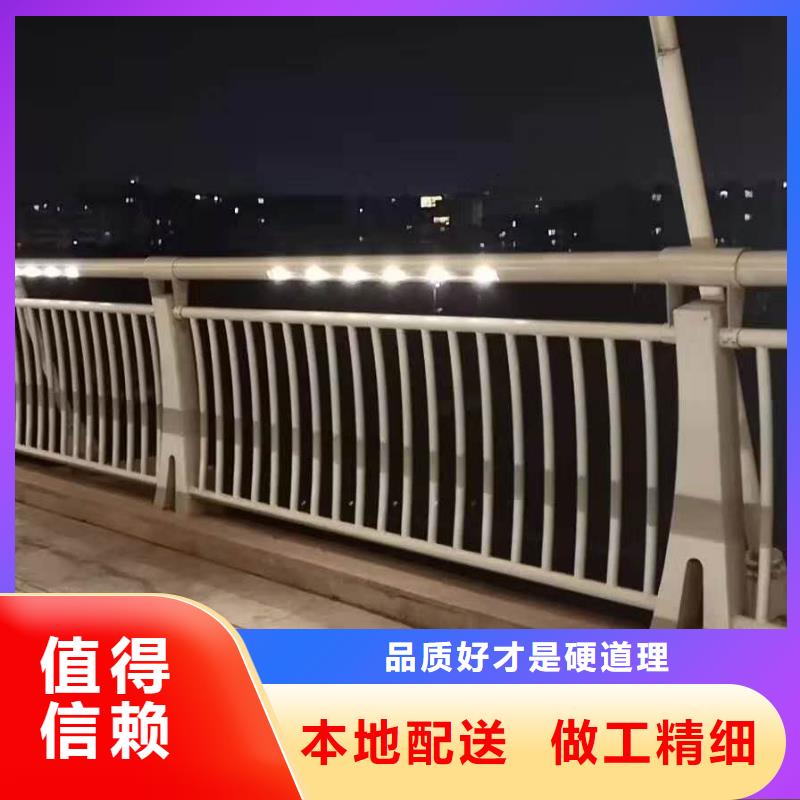

走进真实的场景,感受产品的独特魅力!我们的防撞护栏【M型防撞护栏】生产加工视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:防撞护栏【M型防撞护栏】生产加工的图文介绍


俊邦金属材料有限公司始终严把质量关,把科技创新作为公司的核心竞争力,其强大的研发能力保证了 湖北武汉河道护栏产品的不断改进和更新。 湖北武汉河道护栏产品质量、价格以及服务获得业界优良口碑。公司始终把“求真务实、拼搏创新、合作共进、价值共享”为企业的经营理念,并把振兴民族企业和民族产品为己任,更好更多的服务于社会。


不锈钢复合管组成形式主要有: 低碳钢+奥氏 体不锈钢管、低碳钢+马氏体(或铁素体) 不锈钢管、 低铬钼合金钢+奥氏体不锈钢管及低铬钼合金钢+马氏体(或铁素体) 不锈钢管。 不锈钢复合钢管是由两种不同的钢材通过技术手段结合在一起, 这两种材质的物理特性往往存在很大的差别,如常减压蒸馏装置中的 Q245R+316L、 Q345R+316L 复合钢, 基层为低碳钢材质 Q245R, 复层为奥氏体不锈钢 316L, 这两种材质的 物理性能相差很大, 表现为:奥氏体不锈钢 316L 线胀系数大, 且随温度升高而增加,比低碳钢 Q245R 高大约 40%; 奥氏体不锈钢 316L 热导率低, 约为低碳钢 Q245R 的 1/3。 在焊接不锈钢复合钢过渡层时, 由于热膨胀和冷收缩速度的差异, 导致过渡层出现热裂纹或结晶裂纹, 再加上焊接过程中基层材质对焊缝金属的成分稀释, 非常容易导致裂纹的产生。 这种特性对于基层为铬钼合金钢, 复层为奥氏体不锈钢的不锈钢复合钢管表现得尤为明显。




用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。

