

联系我们

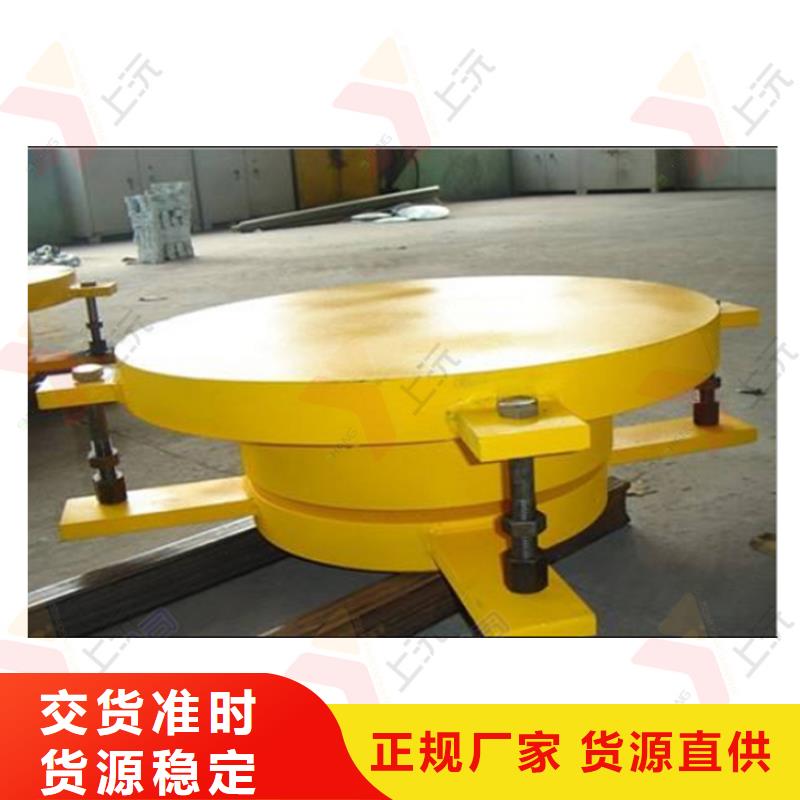
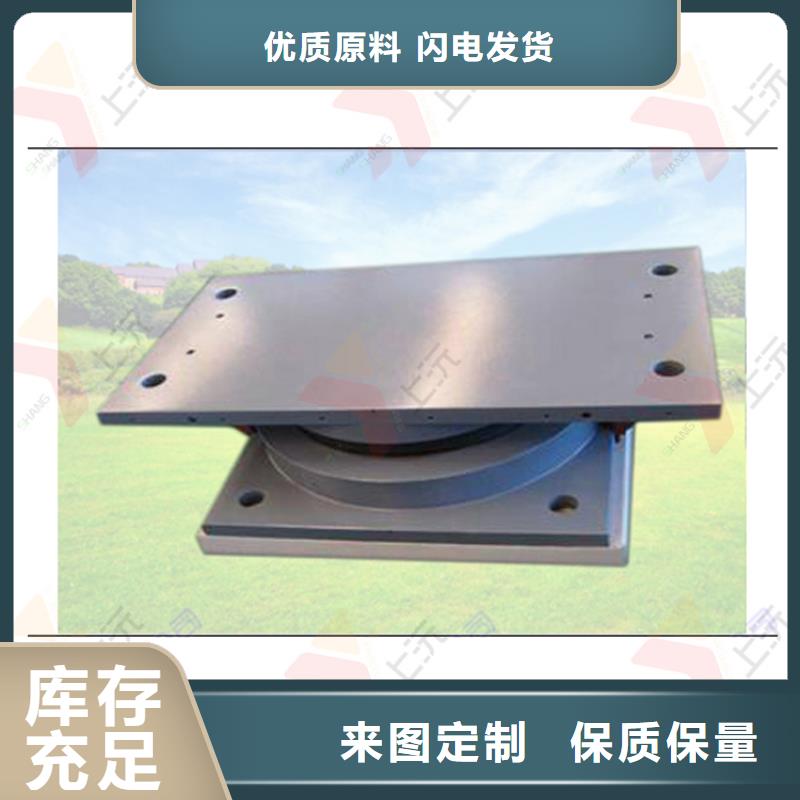
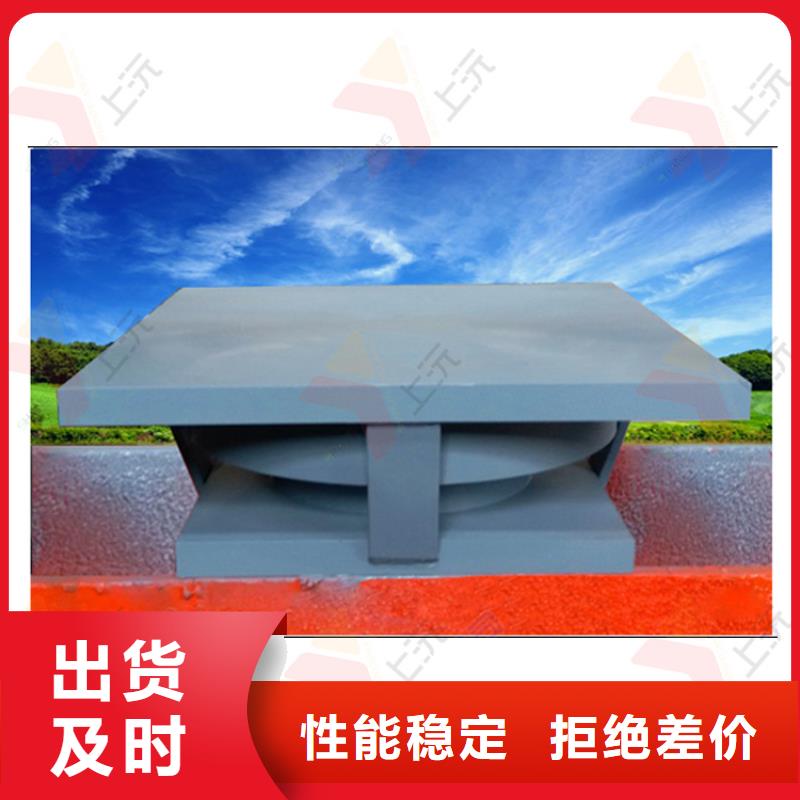
万向支座盆式支座实体厂家
更新时间:2024-12-28 05:09:40 浏览次数:1 公司名称:衡水 上沅工程技术有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 469 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 河北 |
| 品牌 | 上沅 |
| 型号 | 多种 |
| 规格 | 齐全 |
| 材质 | Q345C |
| 颜色 | 灰色/橘黄 |
| 加工方式 | 机加工 |


上沅工程技术有限公司建立的营销售后服务体系,通过实施现代化企业管理制度,采用科学管理模式,以“稳定中求发展,发展中求突破”的经营理念,稳中求进;以“细节决定成败”的心态认真对待每一件事,继续秉持“稳定、快捷、科技、领先”的战略定位,让客户长期分享科技进步的成就感与自豪感,上沅工程技术有限公司竭诚与商家双赢合作,共同发展,共创辉煌!

支座施工钢网架平面安装:1)放球:将己验收的焊接球,按规格、编号放入安装节点内同时应将球调整好受力方向与位置。一般将球水平中心线的环形焊缝置于赤道方向。有肋的一边在下弦球的上半:2)放置杆件:将备好的杆件,按规定的规格布置钢管杆件放置杆件前,应检查杆件的规格、尺寸,以及坡口、焊缝间隙将杆件放置在二个球之间,调整间隙,点固。3)平面网架的拼装应从中心线开始,逐步向四周展开,先组成封闭四方网格,控制好尺寸后,再拼四周网格,不断扩大。注意应控制累积误差,一般网格以负公差为宜。4)平面网架焊接,焊接前应编制好焊接工艺和网接顺序,防止平面网架变形。5)平面网架焊接应按焊接工艺规定,从钢管下侧中心线左边20—30mm处引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。6)球管焊接应采用斜锯齿形运条手法进行焊接,防止咬肉。7)焊接运条到圆管上侧中心线后,继续向前焊20-30mm处收弧。8)焊接完成半圆后,重新从钢管下侧中心线右边20-30mm处反向起弧,向左焊接,与上述工艺相同,到顶部中心线后继续向前焊接,填满弧坑,焊缝搭接平稳,以保证焊缝质量。


支座(网架钢支座)的主要技术性能:1、可承受竖向载荷; 2、具有抗竖向拉力的性能,保证竖向*震时上下结构不脱节; 3、具有抗水平力的性能,保证水平*震时不落梁; 4、可适应径向、环向的位移要求; 5、可适应任意方向的转角要求; 6、支座具用良好的减震性能;7、支座整体性能好; 8、支座通过球面传力,不出现力的缩颈现象,作用在上、下结构的反力比较均匀.



为了不影响您的施工进度,建议您提前半个月左右开始订购支座,支座生产周期一般在2-3天左右,大批量订单及特殊型号要适当延长生产周期,另外因为路途的远近不一,物流运输时间不是特别稳定,建议您提前采购,以免遇到特殊情况耽误您施工,遇到特殊情况请与我们客服沟通,我们会尽力给您的订单加急制作。1、橡胶制品因是大件商品,因其特殊性只能通过物流公司发货,由于各地路程远近不同,产品体积不同,所产生的运费也不相同。2、部分地区物流公司无法直接到达,所以必须中转,请买家订购前具体说明使用时间,我们根据实际情况给您安排发货时间。3、根据距离远近的不同,到货时间不完全一样,一般是7-15天到货,由于偶尔天气、路况等因素造成的货物延误请买家给予谅解。


