



联系我们

衬塑管道_衬胶管厂家可零售可批发
更新时间:2024-11-06 11:27:58 浏览次数:6 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 41 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |



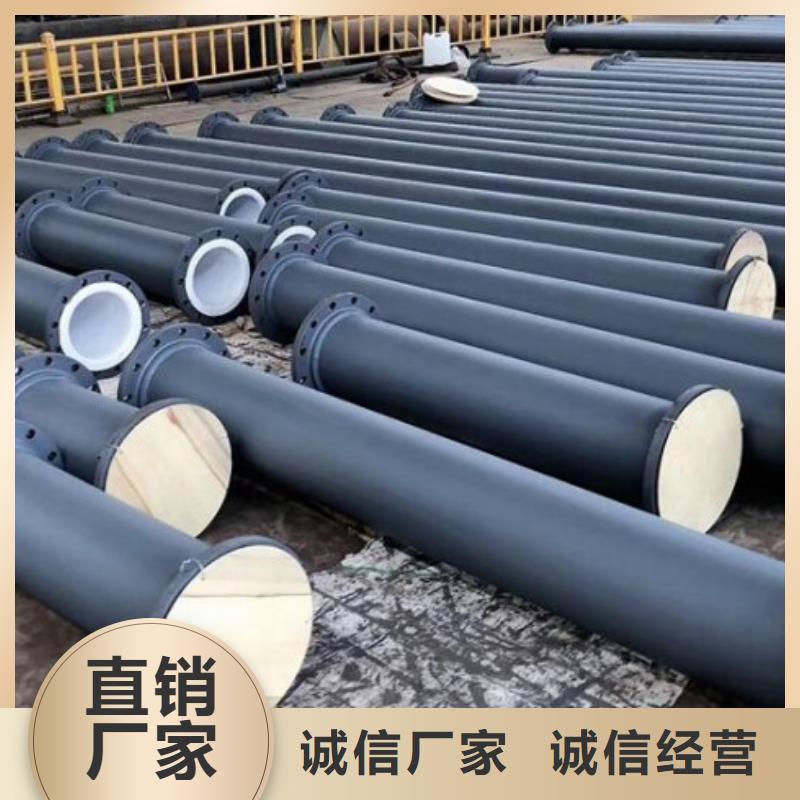


衬塑管道环保节能,现在化工、电厂、制药厂、造纸厂等领域用这种衬塑管道比较多。这是为什么呢?因为衬塑管道是由外部无缝钢管作为母材、内衬聚乙烯PE塑料、内衬聚烯烃PO塑料、内衬丙烯PP塑料等,这三种都是耐腐蚀、耐酸碱的塑料,可以延长管道的使用寿命,效果较佳。衬塑管道是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性工程塑料,经冷拉复合或滚塑成型,它既有钢管的机械性能,又有工程塑料的耐腐蚀,缓结垢,不易生长生物的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。


加热滚塑
将经过预处理的壳体半成品按不同规格型号分别送入自动化加热炉加热,利用智能电子温控仪控制加热升温过程,以便壳体充分受热,热能控制仪显示壳体已达到设定热能状态后,利用智能输料控制器和自动定量送料机将设定的粉料送入钢管内壁,并在旋转装置中完成自动滚衬过程。
流平修整
将 步滚塑后的制成品转入另外一台设定温度相对较低的自动化加热炉,利用旋转装置在炉内缓慢转动,使粘附在钢管内壁表面未完全熔融的热塑性粉料进一步融化,在逐步降温冷却后出炉,并对外表面进行美观修整。
油漆包装
对已滚塑好的成品进行规定的各种型式试验,将检验合格的产品采用底漆、中漆、面漆三道油漆处理,并按标准标识和包装(油漆、标识和包装也可按客户要求)。
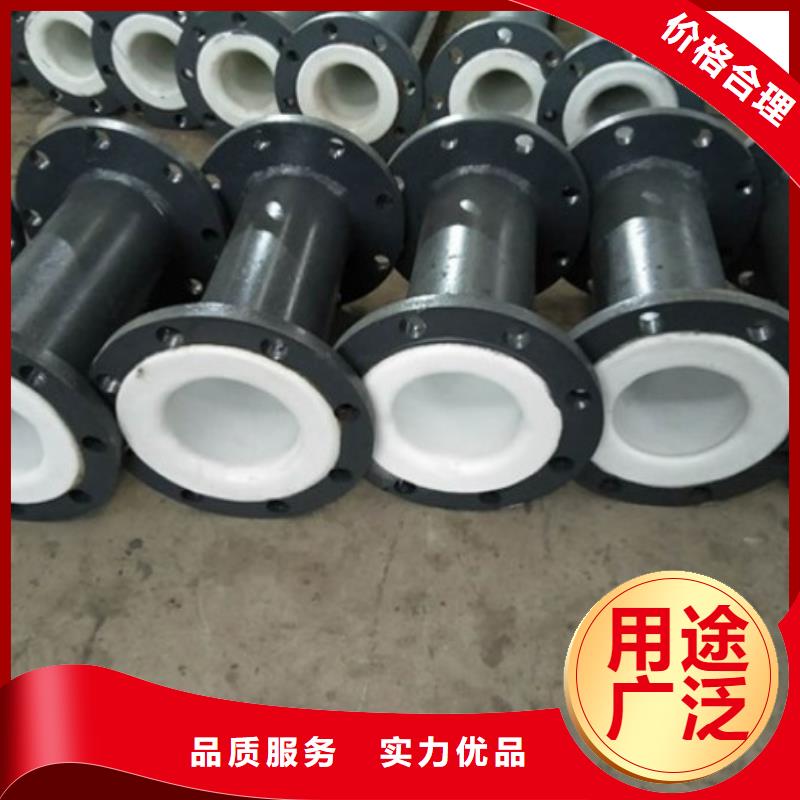
钢衬塑管道法兰焊接注意事项:
首先:法兰和管子之间要保持垂直状态,这一点很重要,如果不垂直结果就会导致管线歪曲,管线越长,歪曲度就越大。
其次:焊接不能有盲点,法兰内径肯定要比管道外径大,焊接过程要仔细,要全焊,不能出现所谓的漏点。
第三:管子两头的法兰焊接时法兰孔要对准,保持在一条线上,方便以后安装。
第四:法兰和管子之间的焊接缝隙要处理,进行打磨,内外都要进行打磨,外边是为了美观,里边必须要平整,否则影响衬塑效果。



纵横机械制造有限公司可做如下承诺:
1、可以保证 山东泰安衬塑钢管价格与同行业相比较低;
2、全国统一价格:制作的 山东泰安衬塑钢管不分地域,全国统一价格。
3 、 山东泰安衬塑钢管质量保证, 经营理念:信守于胸,惠至于人。服务铸就形象,信誉成就辉煌。


衬塑管道的滚塑介绍如下:
衬塑管道轧辊的圆周速度应控制在每分钟40转以内,但不小于每分钟2转。般来说,管径越大,速度越慢。
停车时,取下密封面工装后,第次找平(用冷胎压平),冷却塑料层,使密封面光亮、光滑、凝固。冷却时必须转动,防止局部温度过高和流量过大影响使用和美观。
法兰角等厚处可采用湿布、喷淋等方法在外部快速冷却。局部冷却速度不宜太快,冷却水不宜接触衬板,防止衬板收缩过大,造成分层或剥离。时间般不超过2min,轧制机架上的转速应小于30RPM。


