



更新时间:2024-11-06 09:34:46 浏览次数:5 公司名称:聊城 航萧管件有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |


航萧管件
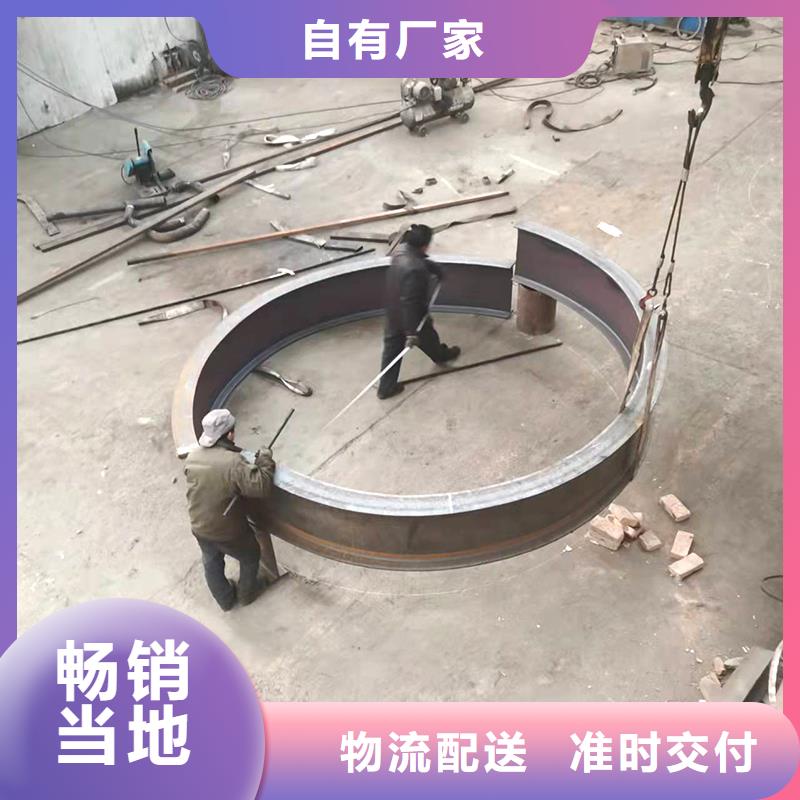
 弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部R高于肘部2倍r=1~2倍为肘部。
弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。
当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。
外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。
弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部R高于肘部2倍r=1~2倍为肘部。
弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。
当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。
外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。
 兴安价格实惠的型材拉弯生产厂家
兴安价格实惠的型材拉弯生产厂家
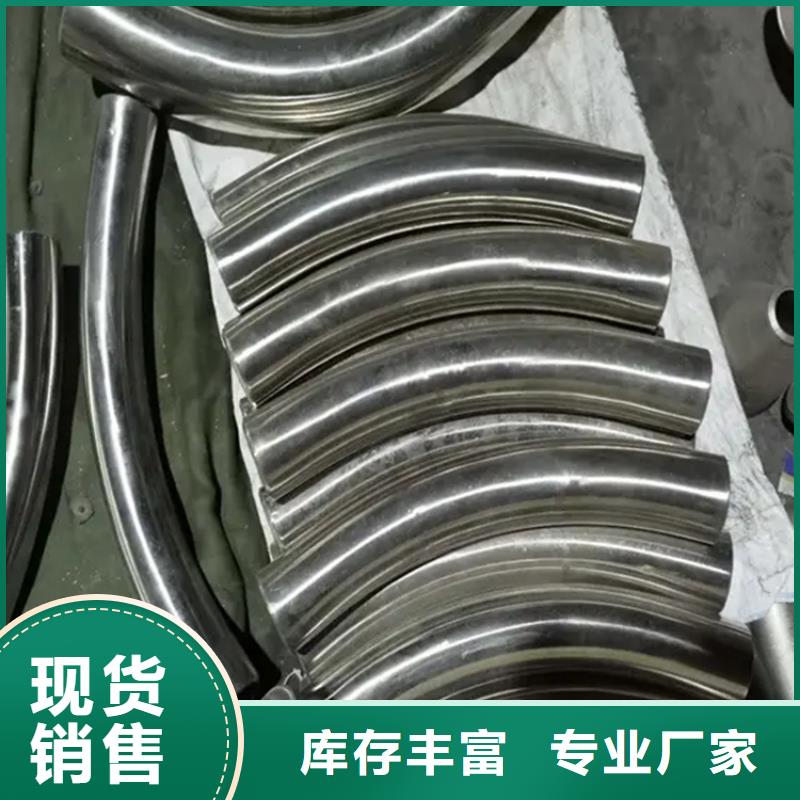
 管件常见弯管方法及其7种弯管方式详解。管件常见弯管方法及其7种弯管方式详解
接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种
简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。
辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。
辗压式旋转:用竖柱式或竖式弯曲机弯曲
模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。
带纠正的折弯:这类折弯方式水管不容易挤扁。
芯轴式挤弯:这类挤弯一般为热挤
拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。
管件常见弯管方法及其7种弯管方式详解。管件常见弯管方法及其7种弯管方式详解
接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种
简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。
辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。
辗压式旋转:用竖柱式或竖式弯曲机弯曲
模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。
带纠正的折弯:这类折弯方式水管不容易挤扁。
芯轴式挤弯:这类挤弯一般为热挤
拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。
 航萧管件
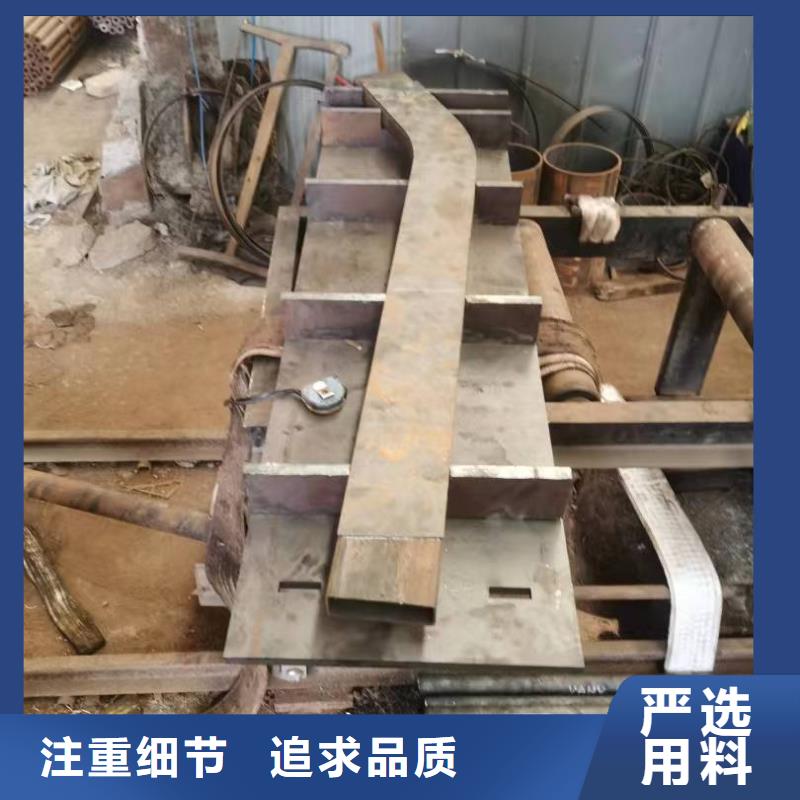
弯管弯曲方法加工怎样完成的。目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机.
弯管弯曲方法加工怎样完成的
在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。
目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。
如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。
在加工弯头时,对弯曲有一定的要求。
并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。
现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。
航萧管件
弯管弯曲方法加工怎样完成的。目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机.
弯管弯曲方法加工怎样完成的
在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。
目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。
如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。
在加工弯头时,对弯曲有一定的要求。
并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。
现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。
