以下是:【弯管】中频弯管质量安心的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
以下是:【弯管】中频弯管质量安心的图文视频
【弯管】中频弯管质量安心,航萧管件有限公司为您提供【弯管】中频弯管质量安心,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,请联系航萧管件有限公司,发货地:聊城经济开发区崂山路物流院内发货到广西省 百色市 右江区、田阳区、田东县、平果市、德保县、靖西市、那坡县、凌云县、乐业县、田林县、西林县。 广西壮族自治区,百色市 2022年,百色市生产总值1729.10亿元,按不变价格计算,比上年增长4.2%。
一分钟的时间,对于了解我们的【弯管】中频弯管质量安心产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:【弯管】中频弯管质量安心的图文介绍
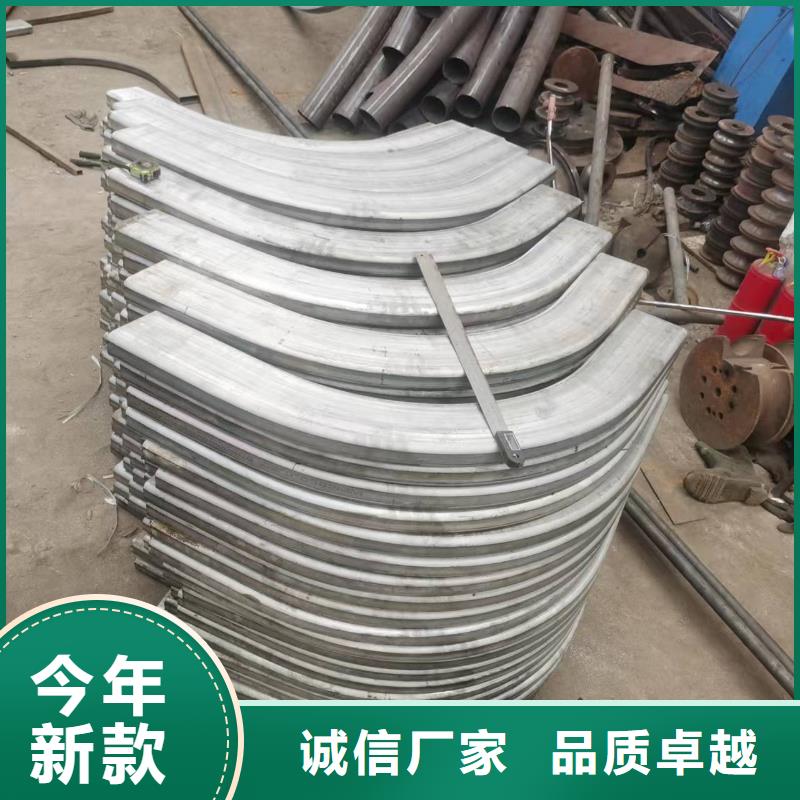
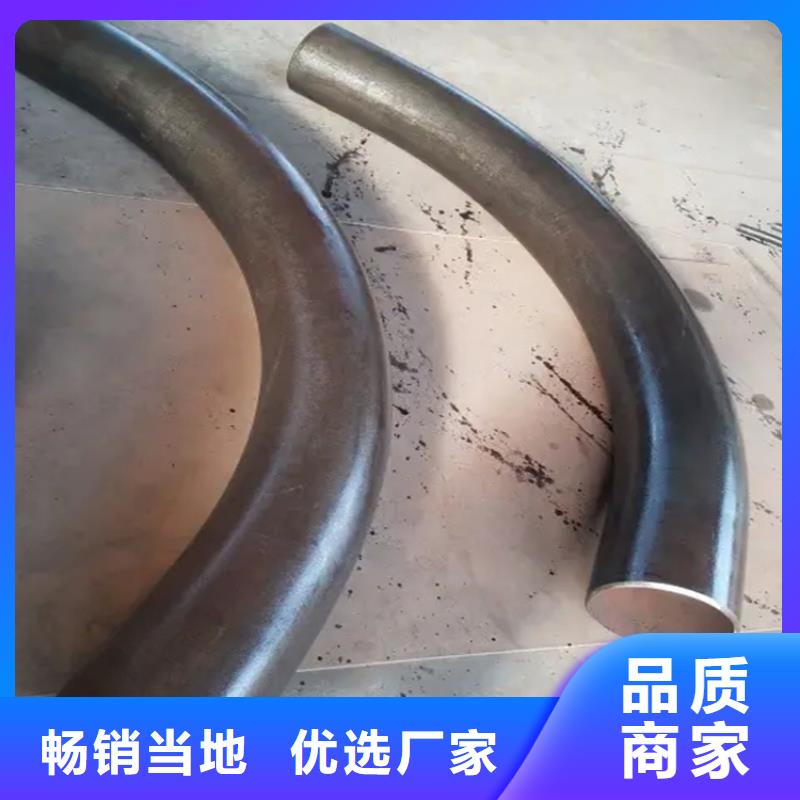
于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。



使用方法:成型过程中润滑对产品质量的影响: 企业在传统的弯管生产工艺中,为得到更好的弯管表面质量,会采取很多的办法,其中包括:采用更先进的弯管机,用强度更高的模具,或者采用润滑产品等办法。采用的弯管机和强度高的模具,企业往往都需要投入非常大的资金来完成,只有采用弯管润滑产品是比较低廉和快速的达到企业产品品质的要求。可是在传统的生产工艺中:油基弯管润滑产品可以满足企业在弯管生产中弯管质量的要求,但是油基弯管润滑产品的不易清洗性和对环境的污染就非常突出的表现出来,这样企业就必须采用更多的手段去因为采用油基弯管润滑产品对终产品质量的影响,为此投入比较多的精力和资金。而IRMCO弯管水基润滑脂的到来即满足了企业对弯管产品质量的要求,又可以避免和减少企业因为采用油基弯管润滑产品而增加的投入,完全优化企业生产工序。 在传统的油基润滑产品应用过程中,企业的生产效率被极大的制约,因为油基润滑产品的流动性和极难清洗性,更造成了对生产环境和工人工作条件的污染,企业这些污染往往需要花费大量的金钱和人力物力。采用可以为企业减少甚至避免上述清理污染的人力物力的付出,其免洗可直接焊接的特性,更大大的提高企业的生产效率和产品品质。而IRMCO水基弯管脂的用量通常情况下可以比传统的润滑油可以减少50%-80%的用量,可以为企业节省更多的费用。



航萧管件有限公司秉承质量,客户至上的原则,紧跟世界 广西百色O型弯管技术发展的潮流,孜孜以求推动 广西百色O型弯管产品技术的和质量的提高,以真诚的 广西百色O型弯管产品真诚服务于广大用户,确保客户得到满意的售后服务和技术支持!公司密切加强同业内公司的技术合作,精益求精,确保公司全部 广西百色O型弯管产品皆为精品。因为我们深信:只有的品质才能为客户创造更多更高的价值,让客户能够更放心的购买我们的产品,对我们的服务有更满意的评价!


我国全自动弯管机设计技术面临的问题 自2009年年底以来,欧洲机床制造商接受的订单一直在不断增长。2010年上半年,其增长速度几乎达到2009年同期的50%以上。近的统计数字显示,国际订单虽然在以两位数的速度增长,但增长已有所放缓。欧洲机床工业传统上是以出口为导向,不过欧洲客户仍然是行业的核心支撑。因为制造业一直是欧洲经济的重要组成部分和经济复苏的主要驱动力。 全自动弯管机的系统具有手动和自动操作方式,自动方式下又可分为步进跟随弯曲和原点贯穿弯曲,便于加工多种多样的弯管。对于具有不同弯曲半径的管件,采用上下模切换来实现弯管加工。对于具有特殊加工要求的弯管,设计了联动、分解及相应的辅助动作,避免机械干涉,实现了弯管过程的自动化。 常用的全自动弯管机使用的模具常常是针对碳钢管,对于合金钢管、不锈钢管的弯曲,由于材质的不同特性,缺乏相应的相关技术,往往无法得到理想的弯管截面变形率及弯管角度。于较大扭矩(功率)的弯管机,由于存在设计的盲区,容易造成静不定、失稳现象及共振问题。同时控制电路的设计也缺乏相应的设计经验。较大扭矩(功率)的高质量的直流电机在国内也很难找到供应商。 电动弯管机主要用于5.08 cm(2英寸)以下管道的弯曲,弯管半径一般小于25.4 cm (10英寸)。对于较大的弯管半径,一般无法找到相对适应的机器与模具。对于弯管半径大于30.48 cm(12英寸)的弯管模具不仅投资较大,而且模具的浇注的过程变形也难以得到控制,同时对于这种模具的设计也需要相当的技术积累。



【弯管】中频弯管质量安心,航萧管件有限公司为您提供【弯管】中频弯管质量安心产品案例,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,发货地:经济开发区崂山路物流院内。