

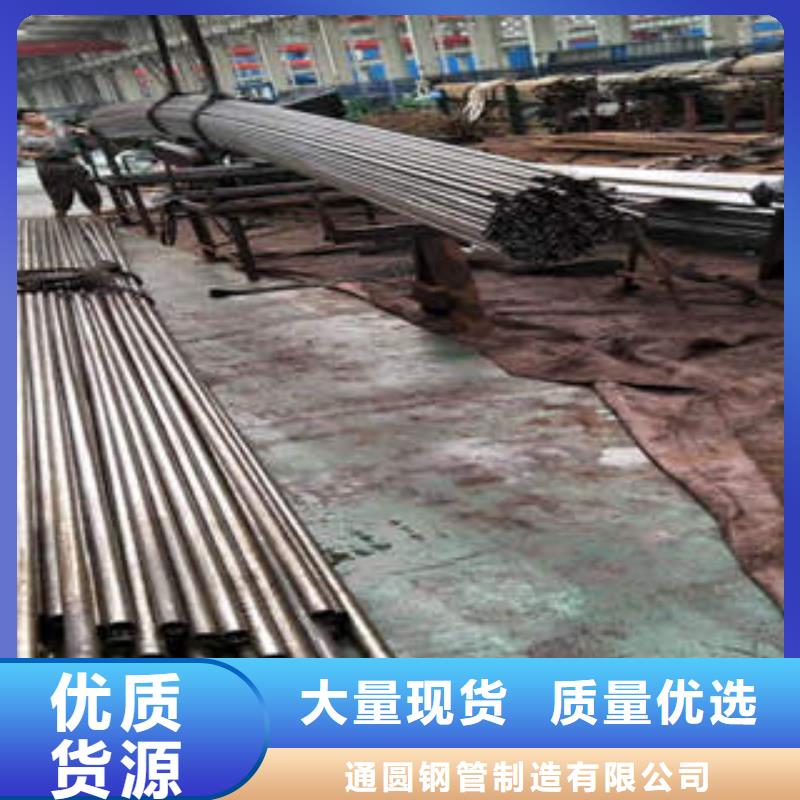


钢管按生产方式方法不同可分为热轧管、冷轧管、冷拔管、挤压管等,
热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径(减径)机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。



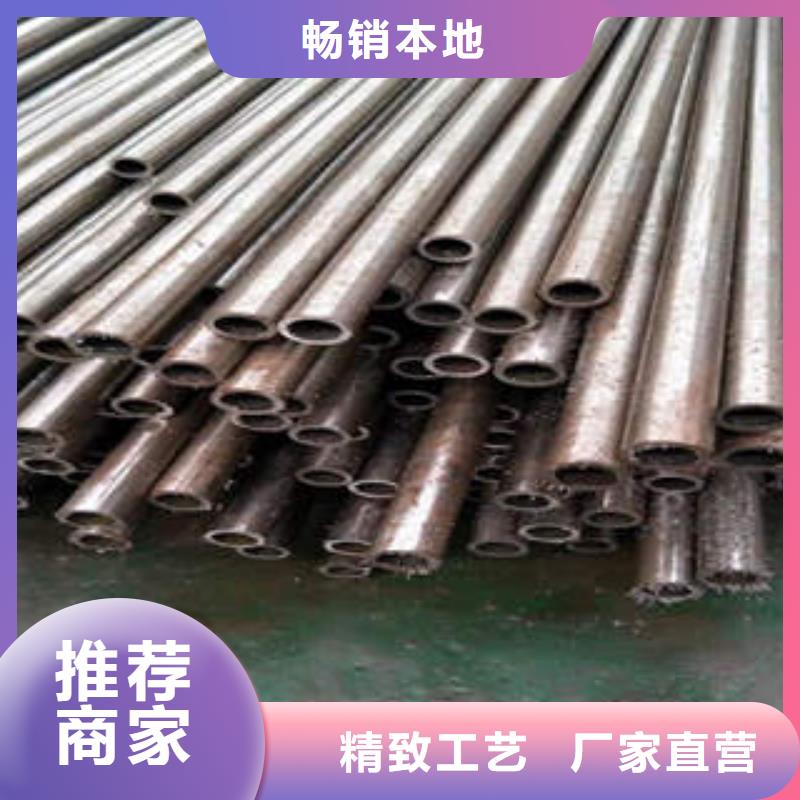
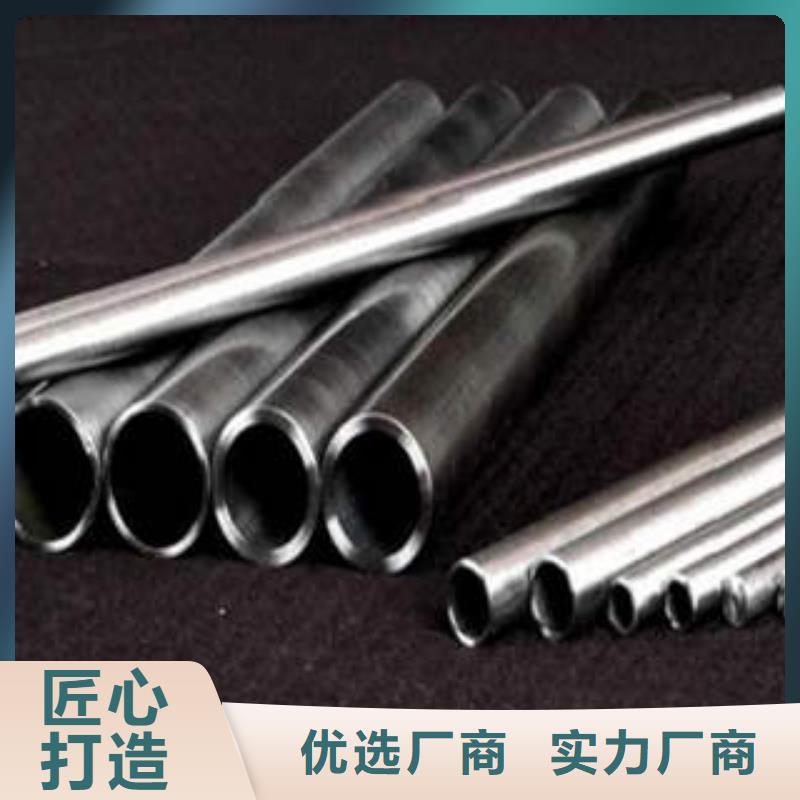
小口径无缝钢管
外径小的无缝钢管,就可以称为小口径无缝钢管,小口径无缝钢管还可以分为:无缝小口径钢管和直缝(也可以称为焊接)小口径无缝钢管,一般在钢管的外径89mm以下的,4mm以上的;都可以统称为小口径无缝钢管。



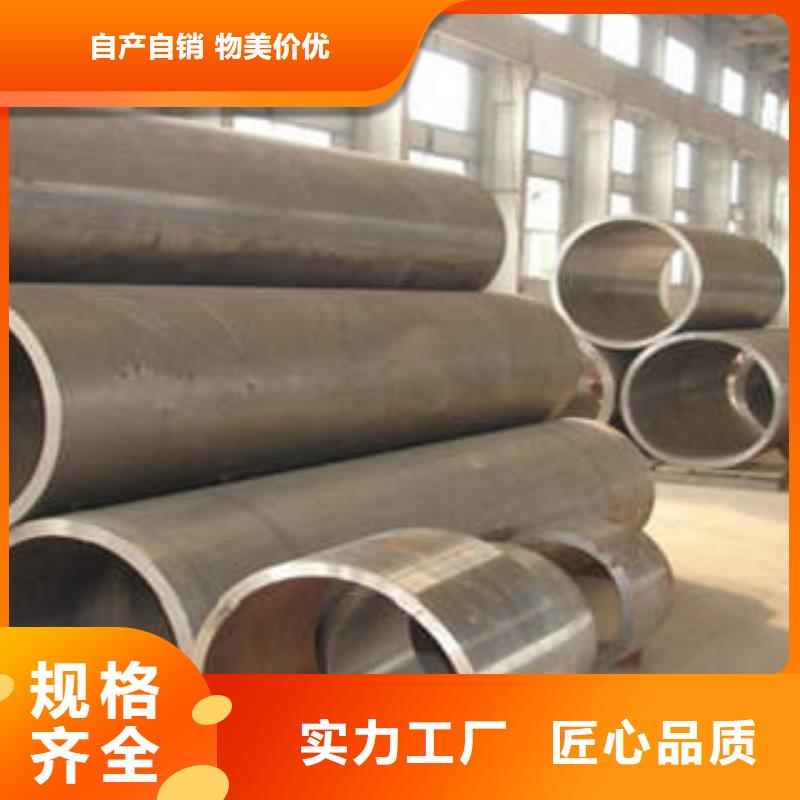
通圆钢管制造有限公司位于云南市,是一家集 云南20#精密钢管科研、开发、制造、销售、出口为一体的现代化企业,公司多年来致力于 云南20#精密钢管的研发,现已成为 云南20#精密钢管业可信赖的制造公司。
通圆钢管制造有限公司自成立以来产品不断更新,并以先进的加工设备和精湛的工艺严格的检验测试,为客户提供好的产品而取得用户的一致好评, 云南20#精密钢管产品远销全国各地及国外,产品深受广大客户的好评,我们愿以好的 云南20#精密钢管产品,好的售后服务,竭诚为中外客商提供。


一、预热
预热有利于减低中碳钢热影响区的 硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。二、焊条条件许可时优先选用碱性焊条。三、坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。四、焊接工艺参数由于母材熔化到 层焊缝金属中的比例 达30%左右,所以 层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。五、焊后热处理焊后 对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。应力的回火温度为600~650℃。 若焊后不能进行应力热处理,应立即进行后热处理。中国无缝钢管交易网小编讯:铸铁管是由生铁制成。按其制造方法不同可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管。铸铁管多用于给水、排水和煤气等管道工程。



但是精密钢管就具备得天独厚的优势,因为它的表面不易被氧化,这主要和组成精密钢管的原材料是分不开的。精密不锈钢管是靠其表面形成的一层极薄而坚固细密的稳定的富铬氧化膜(防护膜),防止氧原子的继续渗入、继续氧化,而获得抗锈蚀的能力。
精密钢管优于普通管道材料的地方,便在于这种类型的管道材料拥有更高的精密度,同时,精密钢管在质量和外观方面,也同样具有显著优势,因此这种类型的管道材料即使是在一些比较特殊的领域中,同样也有广泛的使用,内壁无氧化层是这种管道材料的一个 特点,不但能承受高压,不担心泄漏的问题,同时这类型管道材料的精密度和光洁度也是非常不错的,即使是在冷弯的状态下,也不会担心变形,所以,这类型的管道材料才会被市场所认可。

