


我们为您准备了H型翅片管生产产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:H型翅片管生产的图文介绍
建顺金属制品有限公司的核心创造力是专业、的 江苏无锡大棚散热器科研团队。
公司的核心生产力是优异、稳定的 江苏无锡大棚散热器产品质量。从严狠抓质检流程及标准,保证生产的每一个 江苏无锡大棚散热器产品都合格合规达到要求。
公司的核心竞争力是覆盖全国、辐射全球的销售网络。
公司的核心生命力是快速、的技术服务团队。我们始终以客户为中心,快速精准解决客户问题,为客户提供准确完善的 江苏无锡大棚散热器技术服务。


江苏无锡翅片管的种类很多,而且还在不断涌现新的品种。大体上可按下述几个方面进行分类:1、江苏无锡按加工工艺分类1)、江苏无锡轧制成型翅片管(extruded fin tube);2)、江苏无锡焊接成型翅片管(高频焊翅片管、江苏无锡埋弧焊翅片管);3)、江苏无锡滚压成型翅片管;4)、江苏无锡套装成型翅片管;5)、江苏无锡铸造翅片管;6)、江苏无锡张力缠绕翅片管;7)、江苏无锡镶片管。按翅片形状分类1)、江苏无锡方翅管(Square finned tube);2)、江苏无锡圆形翅片管;3)、江苏无锡螺旋翅片管(spiral finned tube);4)、江苏无锡纵向翅片管(Longitudinal Finned Tube)5)、江苏无锡波纹形翅片管;6)、江苏无锡螺旋锯齿状翅片管(Helical Serrated Finned Tubes);7)、江苏无锡针状翅片管;8)、江苏无锡整体板状翅片管(板翅);9)、江苏无锡内翅片管(inner finned tube)。等等。3、江苏无锡根据翅片管的翅片材质是否与基管材质相同 可分为:1)、江苏无锡单金属翅片管2)、江苏无锡双金属复合翅片管单金属翅片管按材质分类1)、江苏无锡铜翅片管;2)、江苏无锡铝 翅片管;3)、江苏无锡碳钢翅片管;4)、江苏无锡不锈钢 翅片管;5)、江苏无锡铸铁(铸钢)翅片管;等。按用途分类1)、江苏无锡空调用翅片管;2)、江苏无锡空冷用翅片管;3)、江苏无锡锅炉:水冷壁,省煤器,空预器分别使用的翅片管;4)、江苏无锡工业余热回收用翅片管;






江苏无锡翅片管散热器是气体与液体热交换器中使用为广泛的一种换热设备。它通过在普通的基管上加装翅片来达到强化传热的目的。基管可以用钢管;不锈钢管;铜管等。翅片也可以用钢带;不锈钢带,铜带,铝带等。凡在换热管上加装翅片,以达到增加散热面积的冷热交换器,均可归纳为“翅片管散热器”。翅片管散热器按翅片的结构形式可分为绕片式;串片式;焊片式;轧片式。常用的材料为钢;不锈钢;铜;铝等。翅片式散热器使用广泛的是钢铝翅片管(绕片式钢铝复合型翅片管、江苏无锡轧片式钢铝复合型翅片管)它利用了钢管的耐压性和铝的导热性能,在专用的机床上复合而成。其接触热阻在210℃的工作情况下几乎为零。钢铝复合管散热器具有其它类型翅片管散热器不可替代的优势。翅片管散热器一般用于加热或冷却空气,具有结构紧凑,单位换热面积大等特点。广泛应用于纺织,印染,石油,化工,干燥,电力等各个领域。



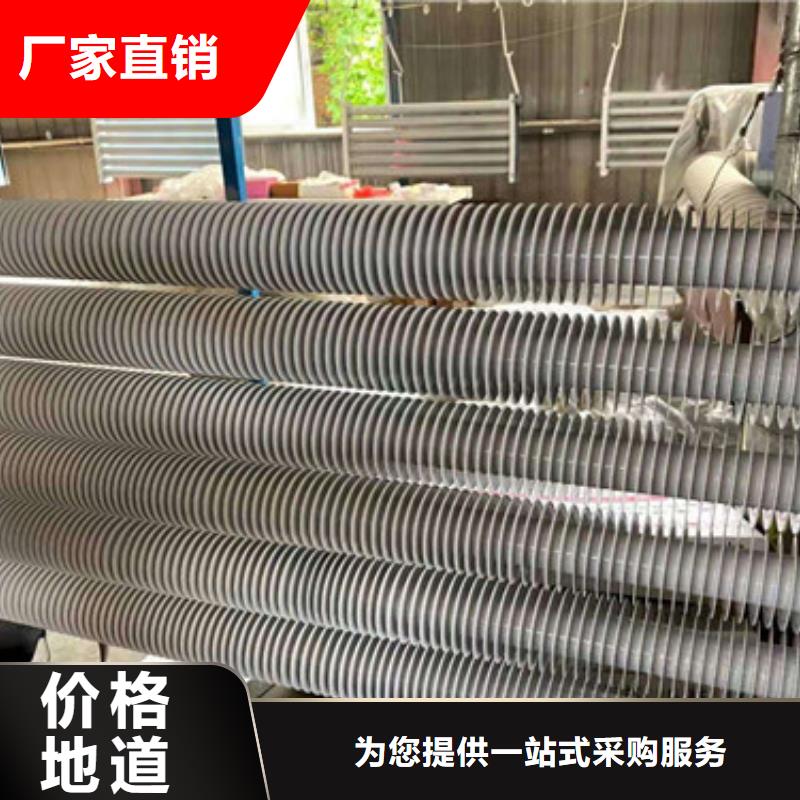
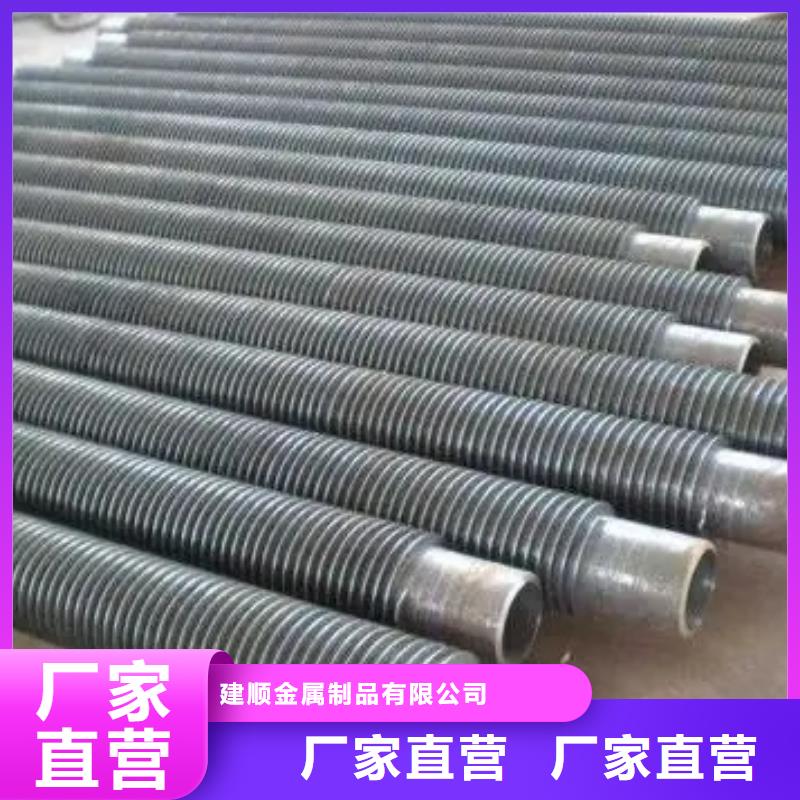
江苏无锡高频焊螺旋翅片管是应用为广泛的螺旋翅片管之一,现广泛应用于电力、江苏无锡同城冶金、江苏无锡同城水泥行业的余热回收以及石油化工等行业。翅片管,是为了提高换热效率,通常在换热管的表面通过加翅片,增大换热管的外表面积(或内表面积),从而达到提高换热效率的目的,这样一种换热管。高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、江苏无锡同城钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。高频焊(high-frequency welding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专用设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。高频焊的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流仅沿导体表层流动的一种物理现象。导体的电阻率越低、江苏无锡同城磁导率越大、江苏无锡同城电流的频率越高,其集肤效应越显著。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率