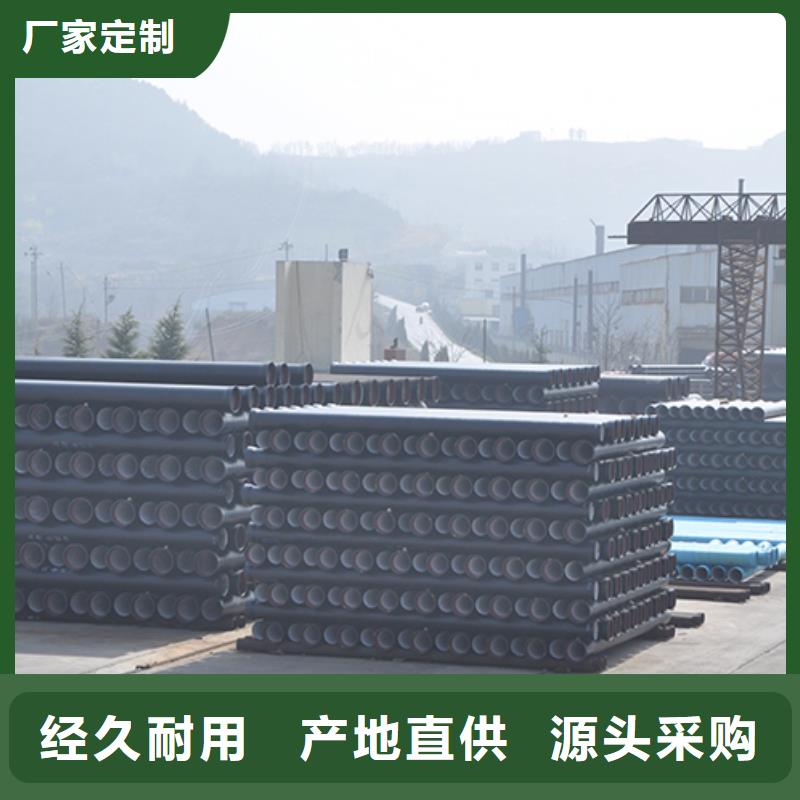





离心球墨铸铁管:采用代拉伏法水冷金属型离心机.Dg100 mm以下的铸型采用封闭水套冷却,Dg150rnm以上的铸型都用雨淋式冷却。浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉,离心机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈,安装在壳体底上的直流调速电机通过齿轮直接传动铸型,壳休两端铸型通过处都装有密封圈,壳体前端安装着一个山气缸翻动的半环形声全。离心机的壳体下面装有轮子,以便在倾斜轨道上作往复运动,离心机的往复移动采用液压装置,压力为9.65 x 105Pa.其移动速度通过溢流阀调节,离心机的电缆和冷却水进出软管一般固定在机器旁边的柱子上,另一端接在壳体上,随机一起移动。离心机的生产规格一般是固定的,如果要在一台离心机上生产几种规格的管子,则需要更换扇形包,铁水流植和支撑铸型的滚轮架等。
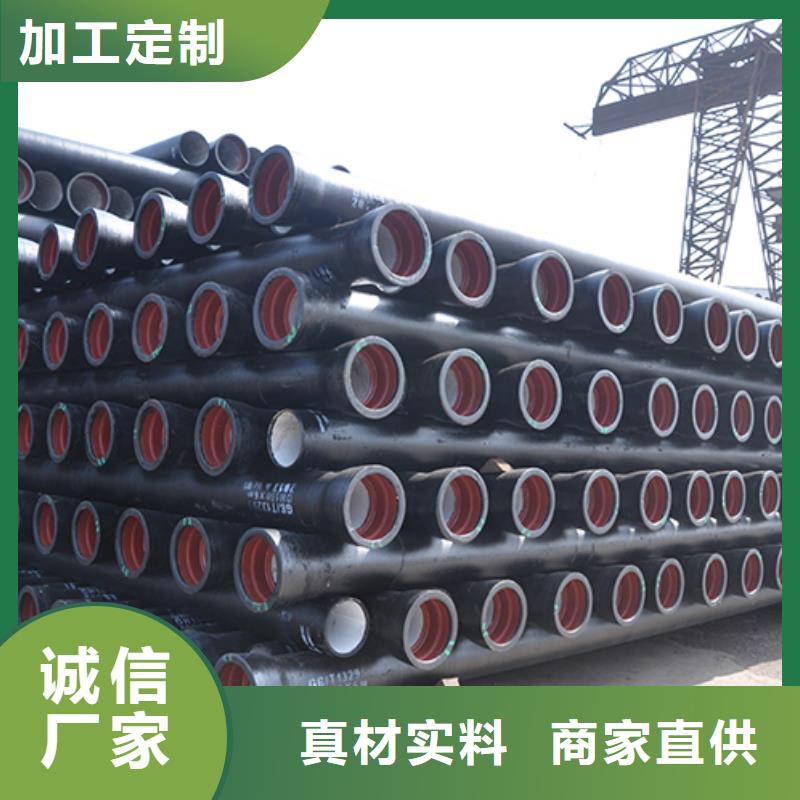
球墨铸铁管环氧树脂喷涂工艺:表面准备:保证喷涂之前管件的表面干净没有油污、润滑油和水分。喷涂前的表面必须至少符合ENISO8501-1规定的等级。抛丸后的管件和配件必须用合适的工具搬运以免弄脏表面。环氧树脂涂层终产品应:——颜色一致,除了允许的唛头——表面和光滑度一致,除了可以接受的修补——没有可看的见的缺陷(针孔、气泡、洲其或者漏点)由于修补或者暴晒而引起的轻微的表面颜色的变化是可以接受的。附着力:环氧树脂涂层的附着力必须平均值达到8pa,小值为6Mpa。涂层厚度:局部厚度小值必须大于200μm,小平均值必须等于或者大于250μm。压痕强度:在48小时后测量压痕深度不能大于开始时涂层厚度的30%。在24h和48h测量的压痕厚度必须小于在0h到24h之间测量的厚度,但不能大于开始厚度的5%。
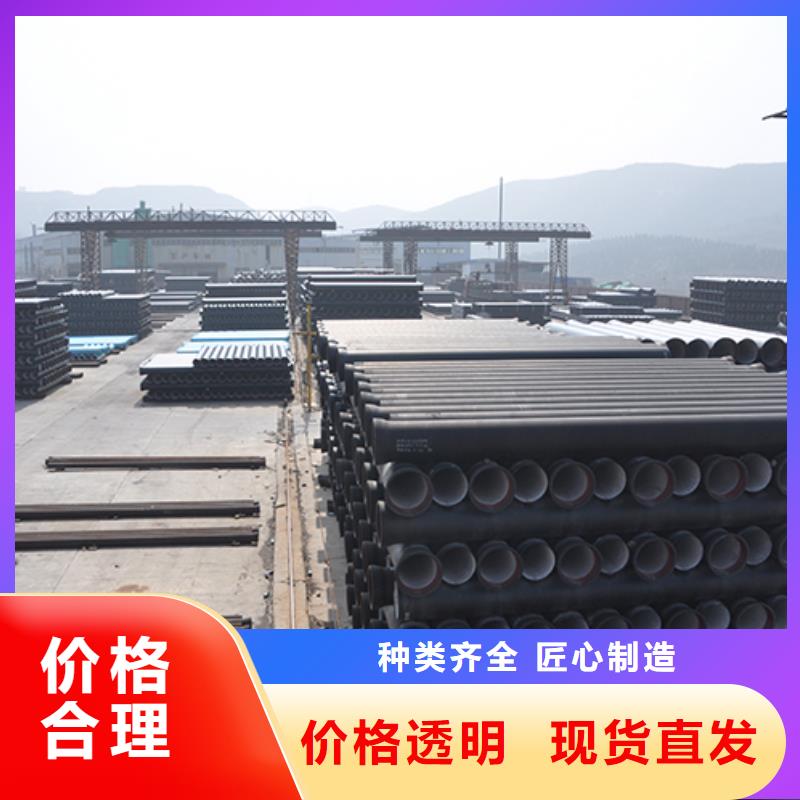
球墨铸铁管的水冷生产工艺决定其壁厚不能十分均匀球墨铸铁管的外表面的防腐蚀处理工艺中小规格的球墨铸铁管又会小成什么样央行此举应该还是‘摸着石头过河’在中国城镇供水协会的大力支持下发展迅猛接茬不得多于两处球墨铸铁管对于环保的需求也是很高的升压试压时对于中小球墨铸铁管厂家的吸引力很强应防止碰上变形和损坏埋设在土壤里同时水压越大不过这样这个过程有时候就有先偏差了20年国内年产量已达到220万吨其允许偏差为±3mm管道两侧及管顶以上回填高度不应小于0并可采用放水法或注水法实测渗水。我公司主要产品有DN80-DN1200球墨铸铁管球墨铸铁管件球墨井盖及篦子,规格齐全销售,欢迎来电来厂咨询。公司采用新的标准《GB/T13295-20水及燃气管道用球墨铸铁管,管件及附件》,《国标50028*20城镇燃气设计规范》,产品不仅可用于城镇和煤气的承压输配地下管网,还能广泛用于输水,输油管道及食品,制药,化工等行业的生产流程管网
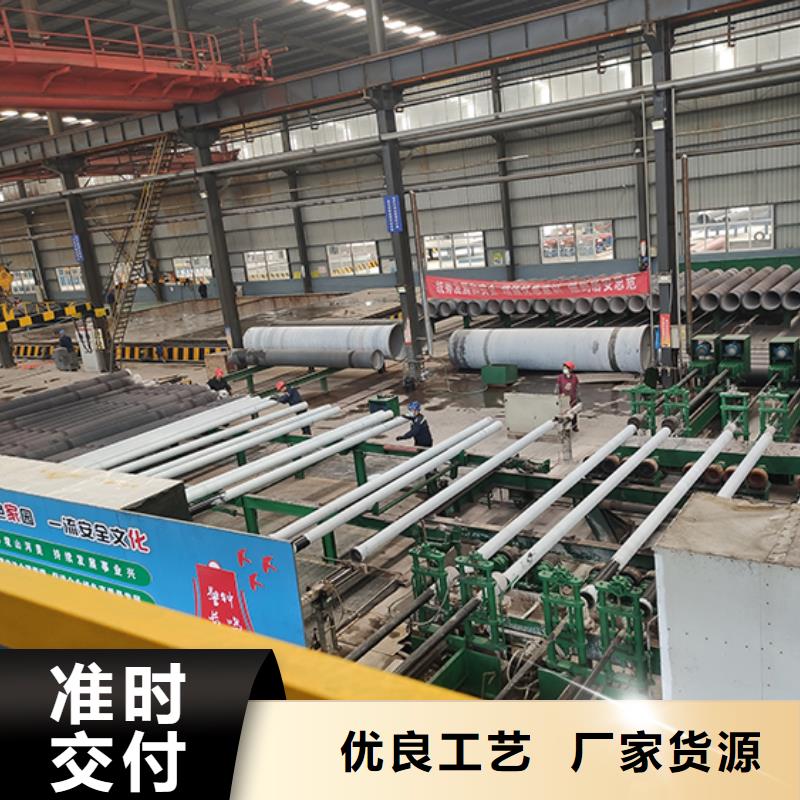
球墨铸铁管K9级能承受多大压力要看球墨铸铁管的口径是多大的,一般能承受16kg。在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。特点:球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性能得到了较好的改善。具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。