




 41676
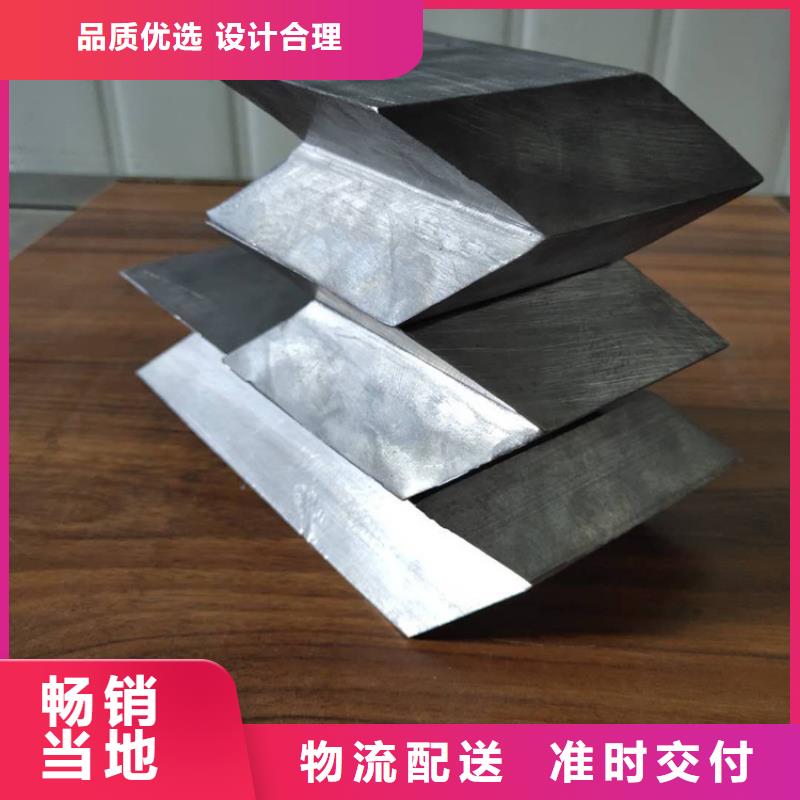
铅砖生产工艺流程1.传统炼铅法烧结机和炼铁高炉是烧结机的关键机器设备,能够各自进行氧化还原反应加工工艺,烧结全过程自身存有一些缺点:烧结全过程SO2浓度值低,烟尘转换为SO2只有超过90,SO2率低。因为技术性完善,项目投资少,铅生产制造国外依然充分发挥着关键功效。2.直接炼铅法直接熔炼铅分为闪熔和熔池:典型的闪熔法是Kifsett法、Otto-Kup法、典型熔池为QSL法、口山法、ISA炉、Carl-Do法等。产品特点:密度大(达到2.5),性能稳定,结实耐用,抗压扛折,防火耐潮,耐酸碱腐蚀,价格便宜,施工方便,易于应用等特点。商品主要用途:适用于充电电池、建筑涂料、焊材、有机化学铅盐、电缆线套、滚动轴承材料、接缝处材料、铅合金和x光线维护材料的生产制造。
41676
铅砖生产工艺流程1.传统炼铅法烧结机和炼铁高炉是烧结机的关键机器设备,能够各自进行氧化还原反应加工工艺,烧结全过程自身存有一些缺点:烧结全过程SO2浓度值低,烟尘转换为SO2只有超过90,SO2率低。因为技术性完善,项目投资少,铅生产制造国外依然充分发挥着关键功效。2.直接炼铅法直接熔炼铅分为闪熔和熔池:典型的闪熔法是Kifsett法、Otto-Kup法、典型熔池为QSL法、口山法、ISA炉、Carl-Do法等。产品特点:密度大(达到2.5),性能稳定,结实耐用,抗压扛折,防火耐潮,耐酸碱腐蚀,价格便宜,施工方便,易于应用等特点。商品主要用途:适用于充电电池、建筑涂料、焊材、有机化学铅盐、电缆线套、滚动轴承材料、接缝处材料、铅合金和x光线维护材料的生产制造。
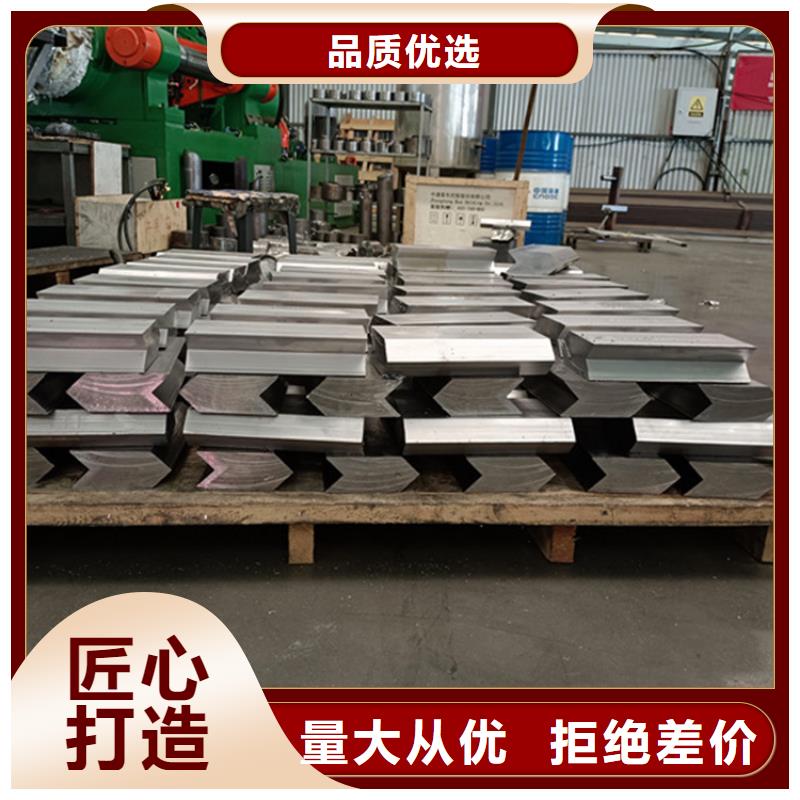
 用于防护电离辐射的50mm和100 mm 厚墙的铅屏蔽构件,简称:铅砖。本标准参照采用国际标准IS0 1212--t986《用于防护电离辐射的围墙——50ram和1OOmm厚墙的铅屏蔽构件》。1 主要内容与适用范围本标准规定了用于组装防护X、辐射的屏蔽墙的各种铅构件的代号,规格和性能要求.本标准适用于需要防护X.辐射的场合。2代号2.1标记示例300mm×300m m,厚度为lOOmm.合口部位为双楔形,有两个组装方向的圆形开孔砖:开孔砖 2 V0 202 GB 12163--902.2参考序号本标准中,铅屏蔽构件代号中的参考序号用以表示构件的规格.它由二组数字和字母组成.例如2 V0 202这里a. 组个数字表示铅的厚度; l表示50mm2表示lOOm m,b. 组第二个字母表示构件合口部位的形状,V表示楔形;c. 组第三个数字表示组装方向(见3.1条)。l表示组装方向l,2表示组装方向2O表示有二个组装方向d. 第二组三个数字表示由参考序号系列分配表(表1)指定的构件。注:在屏蔽墙内处于两个不同位置的某种构件,虽然可能具有相同的参考序号,但按其在墙内所处的位置.其名称却不同.例如,位于墙底部的平面砖与位于墙左端的普通端砖,名称是不同的但参考序号均为lVOlOO.这是因为这两块砖实际上完全一样,转90°角就可以互换.
41676
用于防护电离辐射的50mm和100 mm 厚墙的铅屏蔽构件,简称:铅砖。本标准参照采用国际标准IS0 1212--t986《用于防护电离辐射的围墙——50ram和1OOmm厚墙的铅屏蔽构件》。1 主要内容与适用范围本标准规定了用于组装防护X、辐射的屏蔽墙的各种铅构件的代号,规格和性能要求.本标准适用于需要防护X.辐射的场合。2代号2.1标记示例300mm×300m m,厚度为lOOmm.合口部位为双楔形,有两个组装方向的圆形开孔砖:开孔砖 2 V0 202 GB 12163--902.2参考序号本标准中,铅屏蔽构件代号中的参考序号用以表示构件的规格.它由二组数字和字母组成.例如2 V0 202这里a. 组个数字表示铅的厚度; l表示50mm2表示lOOm m,b. 组第二个字母表示构件合口部位的形状,V表示楔形;c. 组第三个数字表示组装方向(见3.1条)。l表示组装方向l,2表示组装方向2O表示有二个组装方向d. 第二组三个数字表示由参考序号系列分配表(表1)指定的构件。注:在屏蔽墙内处于两个不同位置的某种构件,虽然可能具有相同的参考序号,但按其在墙内所处的位置.其名称却不同.例如,位于墙底部的平面砖与位于墙左端的普通端砖,名称是不同的但参考序号均为lVOlOO.这是因为这两块砖实际上完全一样,转90°角就可以互换.
41676

 中铁铅锭呈长方形、两端有突出耳部,兰白色金属,较软。密度11.34g/cm3,熔点327℃1、铅锭表面不得有熔渣、颗粒氧气物、夹杂物及外来污染。2、铅锭不得有冷隔,不得有大于10mm的飞边毛刺(允许修整)。试验方法:铅锭的化学成分仲裁分析方法按GB/T4103《铅及铅合金化学分析方法》的规定进行。标志1、每块铅锭上映浇铸或打印上商标和批号。2、铅锭上应用不易脱落的油漆划出牌号标志,标志颜色和部位应符合的规定。3、每捆铅锭上应有醒目的不易脱落的标识,注明生产厂家名称、产品名称、牌号、批号和净重。铅砖
中铁铅锭呈长方形、两端有突出耳部,兰白色金属,较软。密度11.34g/cm3,熔点327℃1、铅锭表面不得有熔渣、颗粒氧气物、夹杂物及外来污染。2、铅锭不得有冷隔,不得有大于10mm的飞边毛刺(允许修整)。试验方法:铅锭的化学成分仲裁分析方法按GB/T4103《铅及铅合金化学分析方法》的规定进行。标志1、每块铅锭上映浇铸或打印上商标和批号。2、铅锭上应用不易脱落的油漆划出牌号标志,标志颜色和部位应符合的规定。3、每捆铅锭上应有醒目的不易脱落的标识,注明生产厂家名称、产品名称、牌号、批号和净重。铅砖

