




当钢筋弯曲机上电后,进给电机转动,上排导轮转动钢筋运动,下排导轮受弹簧的压力将钢筋压住。当钢筋进给到指定位置,弯曲电机正转将钢筋折弯,电机反转工作台复位,电动钢筋剪断器,完成一次弯曲任务。
全自动数控钢筋弯曲中心漳平大概多少钱一台 3、主要装置设计 (1)钢筋送入、压紧机构当钢筋送入后,下排导轮由丝杠螺母机构定位到指定位置再由弹簧的作用,使其压紧钢筋。压紧钢筋后,进给电机转动使下排导轮转动,对钢筋有向前运动的动力,从而实现将钢筋送入过程。 (2)钢筋弯曲机构 本机构通过电机带动转盘转动,转盘盘上带有挡柱,当转盘转动时挡柱挡住钢筋从而实现对钢筋弯曲过程。
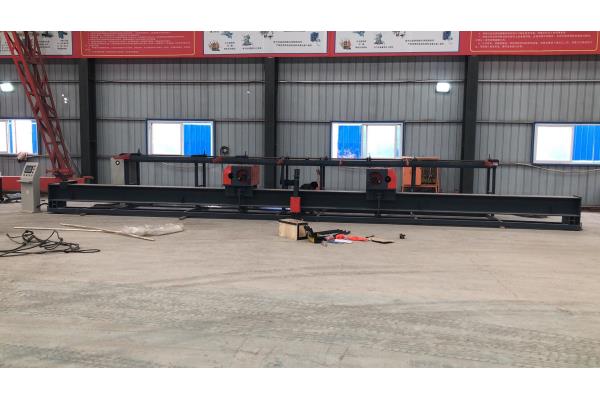
 遂宁数控钢筋弯曲中心质量优
遂宁数控钢筋弯曲中心质量优
全自动数控钢筋弯曲机生产设备,采用智能控制,可以加工多种尺寸多种规格的方形,矩形,菱形、多边形等,同时具有校直功能,一机多用。数控钢筋弯箍机通过全智能高集成控制实现了从钢筋送料,去氧化皮,校直延伸,弯曲成型,堵截多种工艺单机一体活,能直接制作多种尺寸多种规格的箍筋,完全达到了设计要求。
(产品)我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。现提供R。(弯曲半径/管外径)关系曲线图,供用户在选择管子直径与壁厚关系时参考。反映相对弯曲半径,相对壁厚对弯管质量的影响,根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主。


1.数控钢筋弯曲中心弯曲机编程是数控加工准备阶段的主要内容之一通常包括分析零件图样确定加工工艺过程;计算走刀轨迹得出刀位数据;编写数控加工程序;制作控制介质;校对程序及首件试切。
2.有手工编程和自动编程两种方法。总之它是从零件图纸到获得数控加工程序的全过程。数控技术是利用数字化的息对机床运动及加工过程进行控制的一种方法。
3.数控系统包括:数控装置、可编程控制器、主轴驱动器及进给装置等部分。
数控钢筋弯曲中心
4.手工编程是指编程的各个阶段均由人工完成。利用一般的计算工具通过各种数学方法人工进行**轨迹的运算并进行指令编制。
