


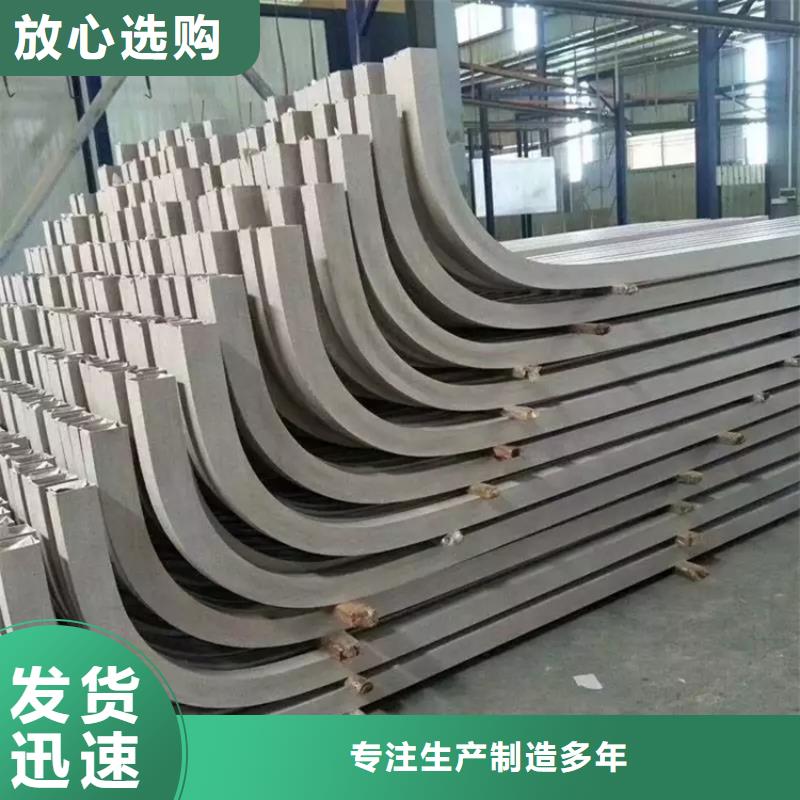








型材拉弯钢材拉弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K.式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。
在型材拉弯加工厂中重要的便是型材拉弯设备了,设备长期使用也是需求进行保护的,那么,在使用的过程中有哪些注意事项呢?设备设备要由专业人员进行,按《机械设备设备规程》进行设备。依照设备地基图挖好根底,按图留好二次浇注孔后,进行次灌溉,次灌溉后根据气温变化凝聚2--3天。设备到位后调整水平进行第二次灌溉,待凝聚后方可工作设备。接油管油管口有必要整理洁净。接纳次第为上"回"、下"出"左面两个 为拉伸缸;中心两个为夹头缸;右边两个为拉弯缸。加油时有必要通过加油过滤网,南边68# 北方46# 抗磨液压油(170KG)两桶接线,需由专业人员操作。设备电源为380V有必要加装漏电保护开关,控制电源为220V.注意事项:本设备电源为380V控制电源为220V外部有必要加装漏电保护开关。设备有必要由专业人员或通过严格训练并合格的人员进行操作。设备拉弯时有必要放置防护桩,拉弯过程中制止人员站在工件前方及夹头两边。
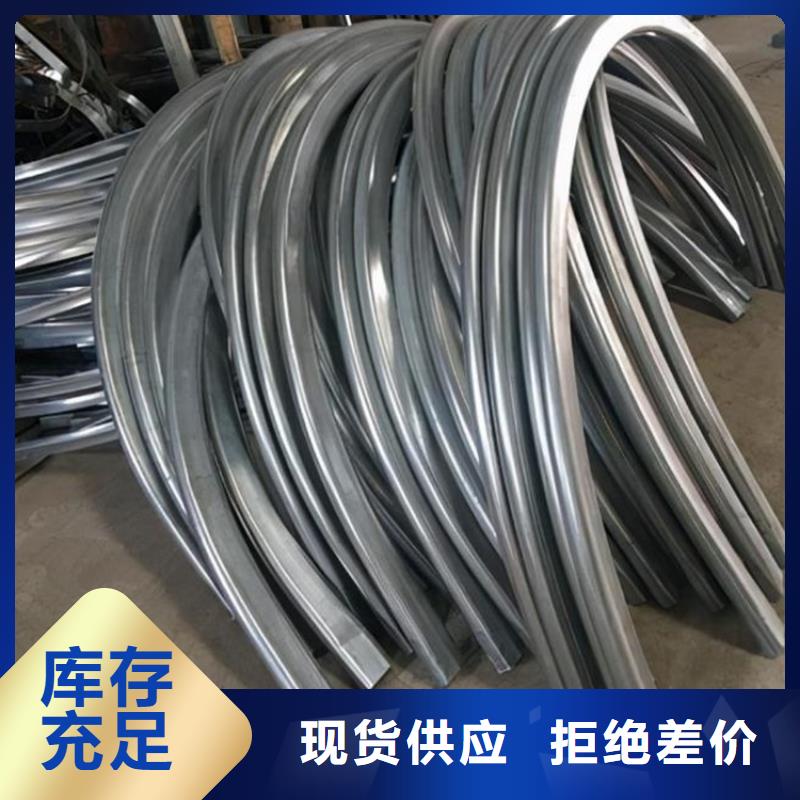
型材拉弯滚弯机首要用于工字钢、矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。选用数显编码器编程,使液压操作体系定位准确,所弯型钢一次主动成型,效率高、操作便利。 广泛应用于隧道、地铁、水电站、地下洞室等职业施工中,是钢拱架制造的志向设备我厂出产的工字钢滚弯设备,选用数控设备,液压操作体系定位准确,滚弯型钢一次主动成型,效率高、操作便利。滚弯机主动滚轮和被迫滚轮选用特别材料高性能钢质,经整体热处理,减少游轮的运用磨损,对工件无划伤,运用寿数更长。厂的工字钢滚弯机的液压体系选用先进的液压元件,液压体系设计独特,并增加了顶出反弹设备,顶出能有力。操作时不能超出机械性能规划作业。尽量避免偏疼载荷。操作与送料人员之间应按规矩信号,密切配合。如在弯制过程中发生曲解,应及时检查压痕违背受压面中心的情况,检查主、从动压轮能否磨损出槽,并及时进行检修。
型材拉弯中弯管开裂的原因制作办法:当加热曲折的钢管时,当曲折的钢管逾越必定的变形温度和必定的变形水平常,在管外部会产生裂纹。在变形速度低,抗拉强度高的相似成形条件下,弯管加工设备在此条件下进行的全部曲折作业均会损坏。现在,有两种类型的弯管加工设备,一个是预热设备,另一个是弯管设备,前者设置在弯管设备中,后者设置在跋涉组织和压紧组织中,跋涉组织包括下部支撑体和上部支撑体。其次,在上侧设置弯管加工设备结构,上下弯管加工设备和相邻的两个弯管加工设备选用压紧组织,夹紧构件在凸轮的推进下曲折。这样,跋涉了产品的稳定性,也避免了回弹曲折的现象。运用了弯管设备,而且机床装备了低压油缸。上模的下方设有压力缸,在上模的下方设有与下模相匹配的面,模具设置不才模的内芯上方,芯尾和底座相连接,旋转版的结束一方面和弹性缸固定,另一方面和活塞杆相连,刮板设置在旋转板的旋转内侧。弯管加工设备大大跋涉了出产的功率,降低了劳动强度。弯管加工设备的曲折组织包括旋转部分和安装在旋转部分上的管件,旋转部分包括旋转结构,其间旋转结构设有驱动设备,弯管组件包括凸起和曲折管模,而且驱动组织组织在相应的夹紧部分中。这种技能方案具有结构简略,操作方面的效果。
