


更新时间:2024-11-09 04:36:52 浏览次数:2 公司名称:聊城 宏达友源金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3-7天 |
| 供货总量 | 98999799 |
| 运费说明 | 电议 |
| 最小起订 | 100米 |
| 是否厂家 | 是 |
| 产品材质 | 201 304 316L |
| 发货城市 | 山东 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 黑 红 橘 蓝等 |
| 适用领域 | 道路 公路 桥梁 景观 |
| 产地 | 山东 |
| 品牌 | 宏达友源 |
| 可定制 | 是 |



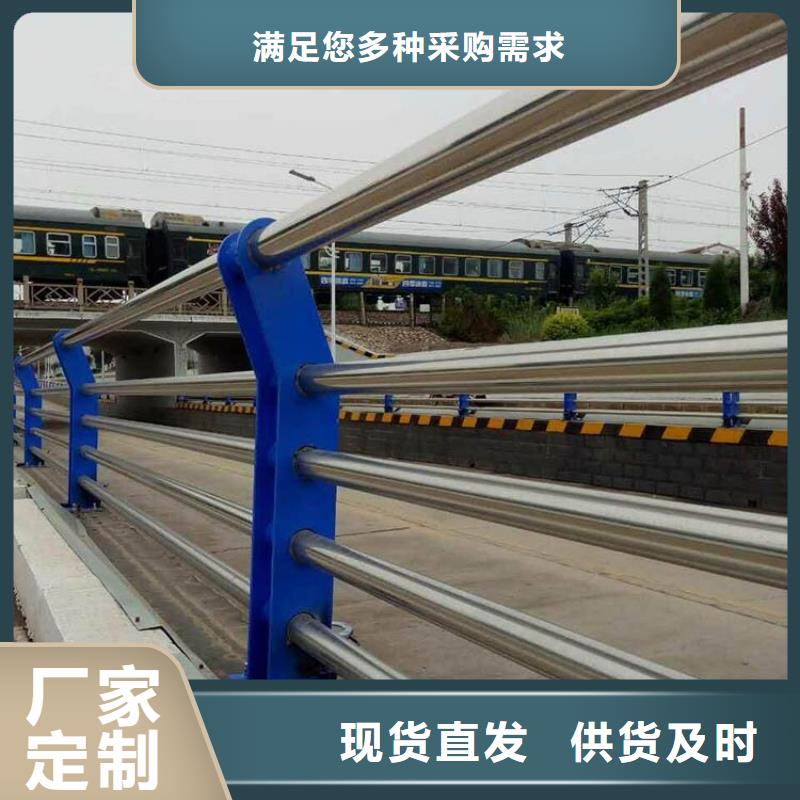


不锈钢复合管护栏技术参数说明: 1、立柱:钢结构,焊接后热镀锌处理,表面喷塑。 2、扶手杆:碳钢镀锌管,表面喷塑。 3、上下横杆:碳素钢管,焊接后热镀锌处理,表面喷塑。 4、竖杆:碳素钢管,焊接后热镀锌处理,表面喷塑。 5、颜色:灰白色、白色或自定义。 6、安装方式:法兰焊接式。钢板立柱安装简便:采用插接式安装,简便快捷,固定牢靠。…不锈钢复合管护栏技术参数说明:1、立柱:钢结构,焊接后热镀锌处理,表面喷塑。2、扶手杆:碳钢镀锌管,表面喷塑。3、上下横杆:碳素钢管,焊接后热镀锌处理,表面喷塑。4、竖杆:碳素钢管,焊接后热镀锌处理,表面喷塑。5、颜色:灰白色、白色或自定义。6、安装方式:法兰焊接式。钢板立柱安装简便:采用插接式安装,简便快捷,固定牢靠。外观美观:具有白、蓝、红、绿等多种颜色,装饰性强,可与其他材料不锈钢护栏组合使用。
<肇庆>宏达友源金属制品有限公司
 <肇庆>宏达友源金属制品有限公司
不锈钢复合管护栏多少钱一米源头好货
<肇庆>宏达友源金属制品有限公司
不锈钢复合管护栏多少钱一米源头好货
扶手在相应的高度上与这条线平行。然后就是休息平台接合点与栏杆底部的设计。扶手的设计要经得住水平方向50kg/平方米的荷载。栏杆必须用硬制材料制成,并采取保护措施以防止人坠下或坠物砸伤下面的人。栏杆的分栏在水平或方向上都不允许一只11cm的球体通过,栏杆柱的直径至少为20mm。 栏杆的水平划分要求不能使小孩爬过。在楼梯有条栅的栏杆是很独特的设计,它为儿童提供了的保护,这种条栅从楼梯的底层一直通到顶层,这个创造了一个特别的肌理,使楼梯看起来像装在一个金属格子里。金属栏杆的使用一般归因于它们的功能性以及低廉的价格,使用点焊它们可以被轻易地安装在楼梯的结构上。 从楼梯的坡道开始栏杆必须是连续的。如果扶手的转角没有作成圆弧状,那么扶手的转折线必须在休息平台上面后一级和级踏步的踢板线上。选择不同材质的栏杆是处理楼梯与其周围关系的重要元素,材料颜色的选择以及楼梯段间线性连续性的创造是设计的关键因素。 但由于美观要求和利用窗台的需求,很多人喜欢将栏杆设在窗扇的位置,如果窗台台面太大,如凸窗等,小孩经常站在窗台上眺望,而且使用者也必须站到窗台上开启窗户,这时,附加在窗台上的栏杆本身高度应达到0.9米,如果窗台太低,住户往往会无意识攀登到窗台上,不宜简单附加低栏杆,否则危险是没有充分杜绝的。 要求在低窗台附加栏杆,重外观效果更得重常见的低窗台距地0.5米左右,如果内墙0.4米栏杆或栅栏肯定达到规范要求的防护措施。以固定窗作为低窗台的防护措施时,仍有危险存在。近,采用低窗台或落地窗的住宅越来越多,有若干情况存在问题。


不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。