您的位置>首页 >盐城本地今日新闻 >
45号油缸管厂家_大量现货
更新时间: 2024-11-06 15:27:56 浏览次数:4
以下是:45号油缸管厂家_大量现货的产品参数
| 产品参数 |
|---|
| 产品价格 | 6500/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸气缸机械加工 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工定制 |
|---|
以下是:45号油缸管厂家_大量现货的图文视频
导读 选购45号油缸管厂家_大量现货来江苏省盐城市找安达液压机械有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-17706353138,{QQ:3573482096},地址:[聊城辽河路燕山路交叉口南500米东首发货到江苏省 盐城市 亭湖区、盐都区、响水县、滨海县、阜宁县、射阳县、建湖县、东台市、大丰区]。 江苏省,盐城市 盐城市,古称盐渎,别称瓢城、登瀛、百河之城,江苏省辖地级市,长江三角洲中心区城市,位于中国东部沿海地区,江苏省东部,东临黄海,南与南通市接壤,西南与扬州市、泰州市为邻,西北与淮安市相连,北隔灌河和连云港市相望;市全境为平原地貌,为北亚热带向暖温带气候过渡地带;截至2022年底,全市辖3个区、5个县,代管1个县级市,总面积16931平方千米,常住人口668.97万人。
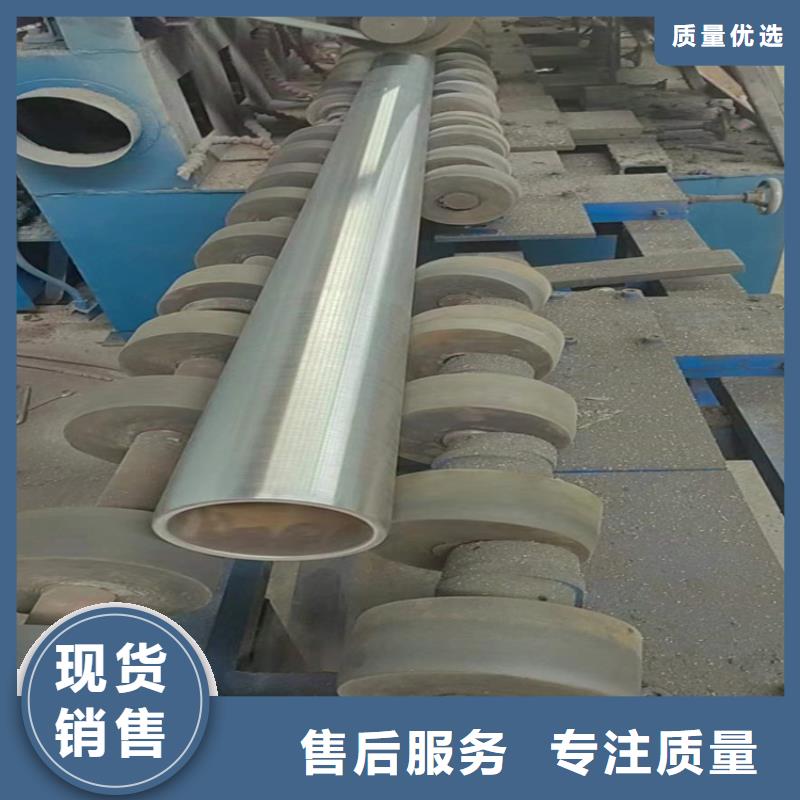
45号油缸管厂家_大量现货
<盐城>九冶管业有限公司

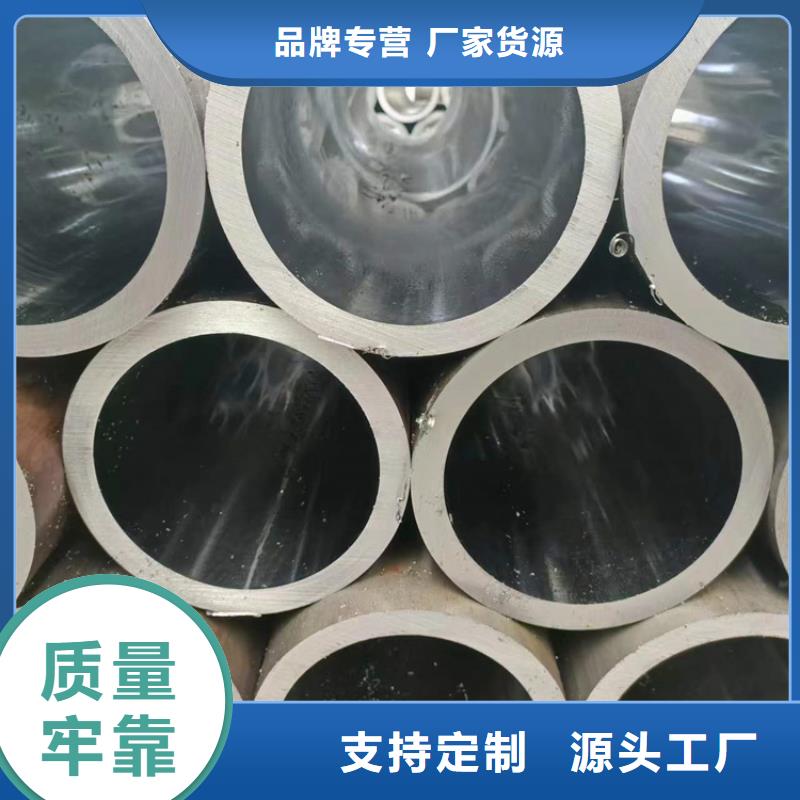
但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。根据对上述两种材料的特性分析可知,油缸的工作温度才是确定选用何种材料作支承衬套的关键所在,一般工作温度下使用尼龙就可以了,但对于要在高温下工作的油缸来说,聚甲醛作为珩磨管的支承衬套才是理想选择。

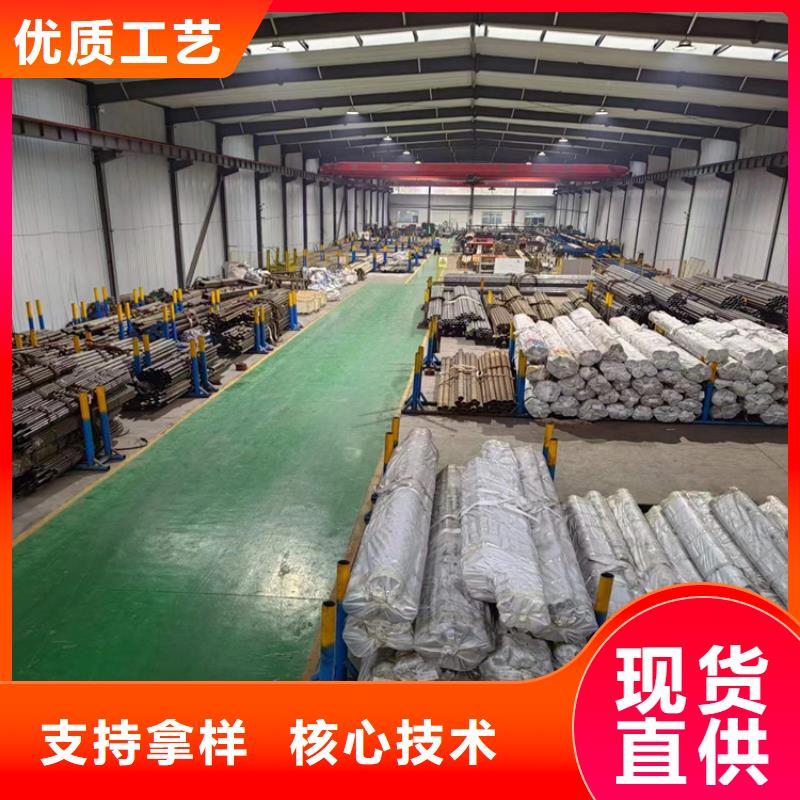
珩磨管是选用精密无缝钢管制造机械结构或液压设备等,精密钢管通过冷拔或冷轧处理后的一种高精密的无缝钢管。由于珩磨管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压产品。珩磨管的敷设排列和走向应整齐一致,层次分明,尽量采用水平或垂直布管,水平管道的不平行度应≤2/1000;垂直管道的不垂直度应≤2/400。用水平仪检测。较长的管道必须考虑有效措施以防止温度变化使管子伸缩而引起的应力。直径50mm以上的珩磨管一般应采用机械加工方法切割。如用气割,则必须用机械加工方法车去因气割形成的组织变化部分,同时可车出焊接坡口。除回油管外,压力由管道不允许用滚轮式挤压切割器切割,切割表面必须平整,去除毛刺、氧化皮、熔渣等。
45号油缸管厂家_大量现货
总结 今年在江苏省盐城市购买45号油缸管厂家_大量现货有了新选择,安达液压机械有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的45号油缸管厂家_大量现货产品。如需购买或咨询,请随时联系我们,联系人:高经理-17706353138,QQ:3573482096,地址:辽河路燕山路交叉口南500米东首。