您的位置>首页 >营口当地产品频道 >
高精度珩磨管
更新时间: 2024-12-26 23:36:05 浏览次数:2
以下是:高精度珩磨管的产品参数
| 产品参数 |
|---|
| 产品价格 | 6000/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工 油缸 |
|---|
| 是否进口 | 否 |
|---|
以下是:高精度珩磨管的图文视频
导读 在辽宁省营口市采买高精度珩磨管到九冶管业有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:高经理-17706353138,QQ:3573482096,地址:《开发区丁快工业园发货到辽宁省 营口市 站前区、鲅鱼圈区、老边区、盖州市、大石桥市》。 辽宁省,营口市 营口市,辽宁省辖地级市,辽宁沿海经济带重要的港口城市,地处中国东北地区南部、辽东半岛中枢,渤海东岸,大辽河入海口处。总面积5427平方千米,2022年末,营口市常住人口228.6万人。截至2022年7月,营口市辖4个市辖区,代管2个县级市,市政府驻西市区新联大街东1号。
<营口>九冶管业有限公司
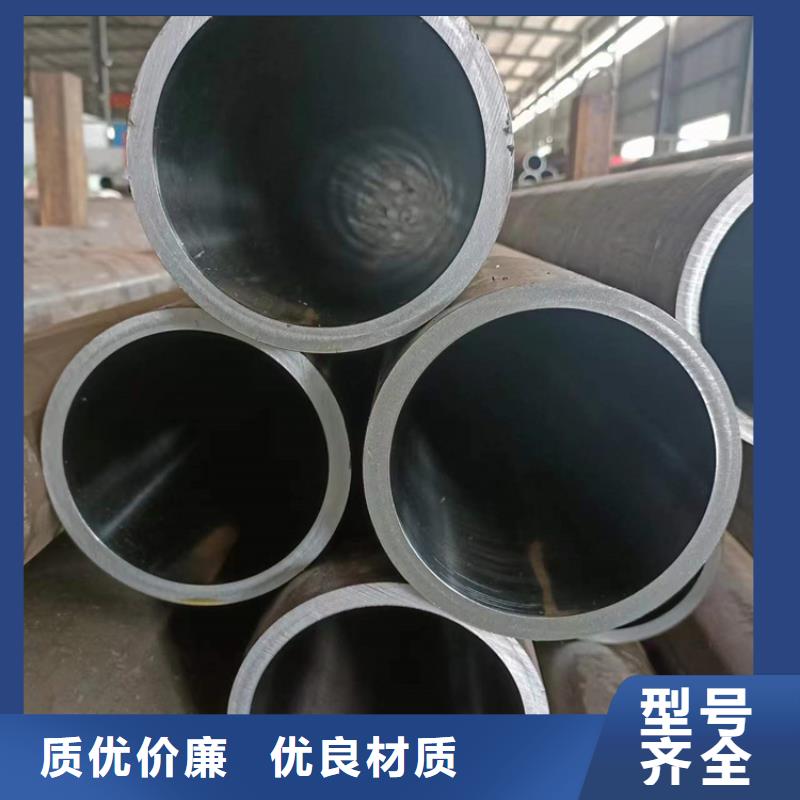
辽宁营口市高精度珩磨管
这种情况下,珩磨管就会失去原有的承载能力,发生弯曲、变形等问题,如果对此类问题不予以重视而继续使用的话,势必会造成更为严重的不良后果。所以,对珩磨管进行防火处理也是非常有必要的。方式方法有很多,比如采用采用绝热、耐火材料阻隔火焰直接灼烧珩磨管,从而降低热量的传递速度,减缓管材的局部温升和强度降低等等。借鉴这一原理,实际中用到的珩磨管防火措施也不少。主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。
有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。
<营口>九冶管业有限公司
辽宁营口市高精度珩磨管

总结 今年在辽宁省营口市购买高精度珩磨管有了新选择,九冶管业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的高精度珩磨管产品。如需购买或咨询,请随时联系我们,联系人:高经理-17706353138,QQ:3573482096,地址:开发区丁快工业园。