

亚广金属
菏泽10号无缝钢管
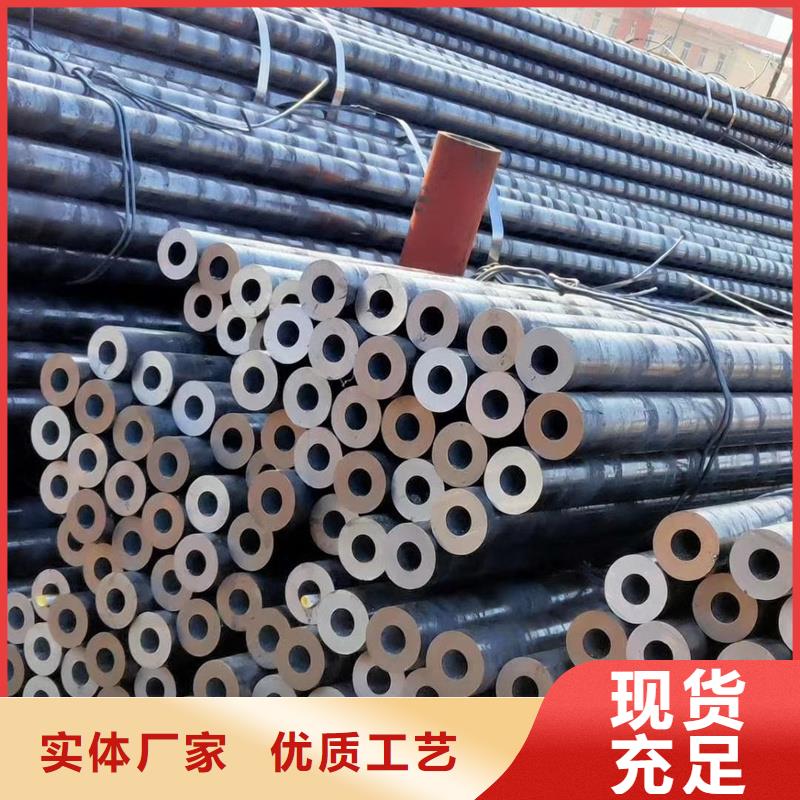
 不锈钢无缝管的制造工艺:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题。
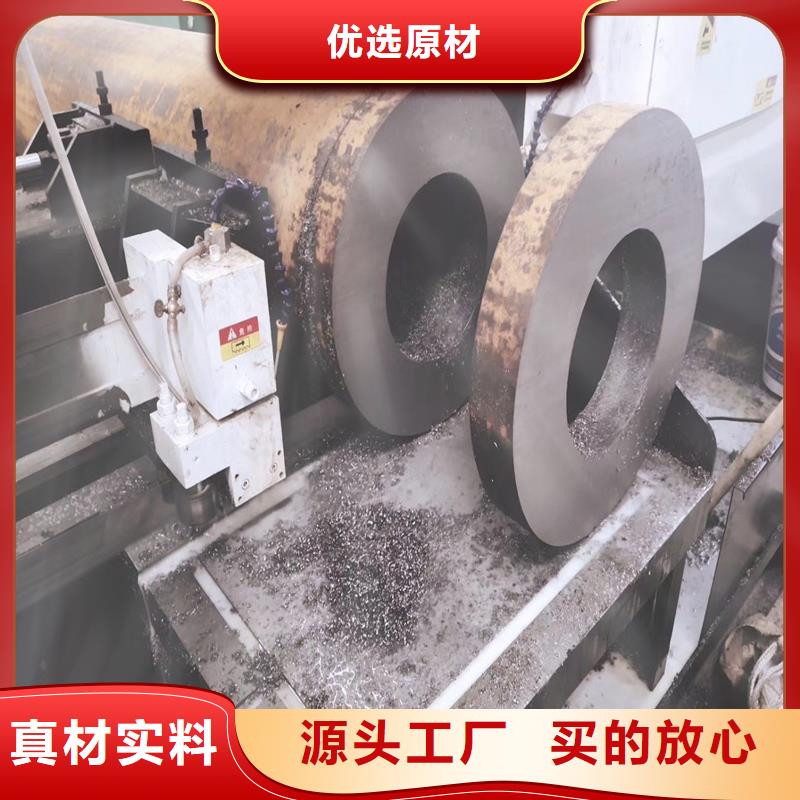
圆管坯出炉后要经过压力穿孔机进行穿空:一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
钢材的内径尺寸波动较大,原因是;钢温不稳定有阴阳面。钢的成分不均匀。由于设备简陋,地基强度低,轧机的跳大。会出现有同一周内内径变化较大,这样的钢筋受力不均匀易产生断裂。 优质材的商标和印字都比较规范。 三钢材直径16以上的大螺纹,两商标之间的间距都在IM以上。 钢材螺纹钢的纵筋经常呈波浪形。 钢材厂家由于没有行车,所以打包比较松散。侧面呈椭圆形。
不锈钢无缝管的制造工艺:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题。
圆管坯出炉后要经过压力穿孔机进行穿空:一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
钢材的内径尺寸波动较大,原因是;钢温不稳定有阴阳面。钢的成分不均匀。由于设备简陋,地基强度低,轧机的跳大。会出现有同一周内内径变化较大,这样的钢筋受力不均匀易产生断裂。 优质材的商标和印字都比较规范。 三钢材直径16以上的大螺纹,两商标之间的间距都在IM以上。 钢材螺纹钢的纵筋经常呈波浪形。 钢材厂家由于没有行车,所以打包比较松散。侧面呈椭圆形。


您的位置>首页 >菏泽本地今日新闻 >