


我们为您呈现的焊管,镀锌钢板源头直供产品视频,旨在让您更直观地感受产品的各项功能和特点。请您抽出片刻时间观看
以下是:山东烟台焊管,镀锌钢板源头直供的图文介绍
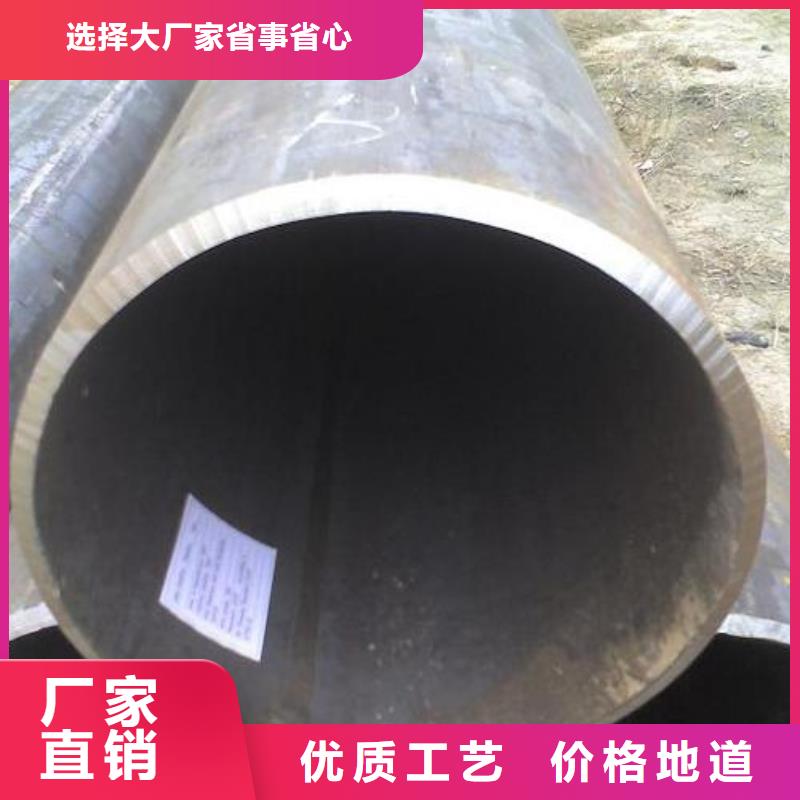
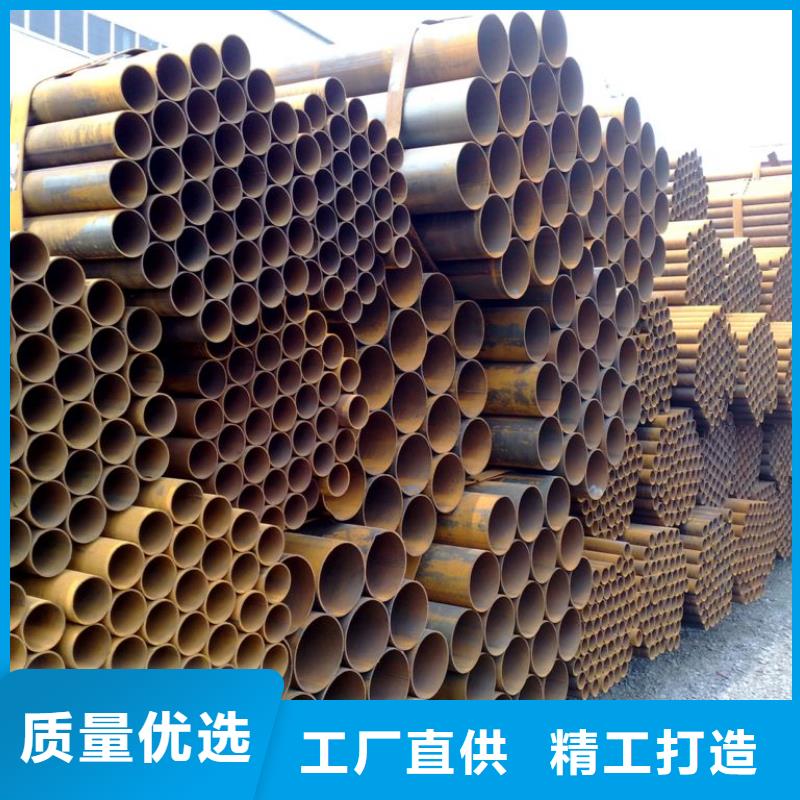
热扩无缝管
晟烨物资(烟台市分公司)
产地采购 品质保障 售后无忧


热扩无缝管的详细介绍
做工细致 实力见证

晟烨物资(烟台市分公司)位于环行西路6号鑫港物流园,主营行业是 热扩无缝管。我们始终坚持诚信和让利于客户,坚持用自己的服务去打动客户。您如果对我们的 热扩无缝管产品感兴趣的话,可以直接在线提交采购信息。欢迎各界朋友莅临参观、指导和业务洽谈。



商家表示,前几日厂家拉涨无效后,随即进行价格的弱跌,同样为了焊管市场,焊管商家也进行了一波小幅度的降价。尽管价格出现下滑,但整体市场的清淡并不意味着依靠这一次或者两次的降价能够快速的改变什么,下游终端依旧无太大采购。
当前铁矿石港口库存高企,随着年关的临近,贸易商资金压力继续增加,市场面临着抛售压力,对价格有进一步的可能。随着铁矿石等原料价格下降,钢厂利润空间增加,生产热情高涨,淡季产量不降反增也在预料之中,而且据统计,上周全国高炉开工率继续上提0.69个百分点,达到90.61%,可见中旬产量继续走高的可能性依然很大。
然而目前因淡季需求,且市场无冬储行为,各地钢价已下行,若后期供给压力继续加重,钢市将陷入更深的泥沼,止跌越发困难,年前或难出现转机。北方地区的钢厂对于焦炭的采购价格持不变,由于近期钢材市场波动较大,焊管市场销售压力有所增加,受此影响,焊管采购多以销定量。
原料成本松动,钢厂尚有利润空间,淡季大面积检修、压产操作未现,由于产能居高不下、终端需求明显,近期钢价跌势略有加速之意,其中河北地区较为明显,大小厂资源均已跌破前期低点,但下游依旧观望不前,整体焊管成交,商家看空后市,求量不惜让利。
南方地区在炼焦煤资源短缺,价格偏高的情况下,下游焦企开工多有所限制,焦企库存相对较低,对焦炭价格形成有利支撑。焊管管方面息:现唐山友发产新国标4寸(3.75mm)焊管过磅含税价4010元,比上周同期下跌50元;唐山京华产4寸(3.75mm)焊管过磅含税价3980元,比上周同期下跌100元。
当前铁矿石港口库存高企,随着年关的临近,贸易商资金压力继续增加,市场面临着抛售压力,对价格有进一步的可能。随着铁矿石等原料价格下降,钢厂利润空间增加,生产热情高涨,淡季产量不降反增也在预料之中,而且据统计,上周全国高炉开工率继续上提0.69个百分点,达到90.61%,可见中旬产量继续走高的可能性依然很大。
然而目前因淡季需求,且市场无冬储行为,各地钢价已下行,若后期供给压力继续加重,钢市将陷入更深的泥沼,止跌越发困难,年前或难出现转机。北方地区的钢厂对于焦炭的采购价格持不变,由于近期钢材市场波动较大,焊管市场销售压力有所增加,受此影响,焊管采购多以销定量。
原料成本松动,钢厂尚有利润空间,淡季大面积检修、压产操作未现,由于产能居高不下、终端需求明显,近期钢价跌势略有加速之意,其中河北地区较为明显,大小厂资源均已跌破前期低点,但下游依旧观望不前,整体焊管成交,商家看空后市,求量不惜让利。
南方地区在炼焦煤资源短缺,价格偏高的情况下,下游焦企开工多有所限制,焦企库存相对较低,对焦炭价格形成有利支撑。焊管管方面息:现唐山友发产新国标4寸(3.75mm)焊管过磅含税价4010元,比上周同期下跌50元;唐山京华产4寸(3.75mm)焊管过磅含税价3980元,比上周同期下跌100元。





