

无需长篇大论,观看钢板卷管多少钱一吨直缝焊管规格重量表货源视频,让你瞬间爱上我们的产品。
以下是:钢板卷管多少钱一吨直缝焊管规格重量表货源的图文介绍
山特金属制品有限公司是 广西贵港方矩管厂家产品专业生产加工的公司,拥有完整、科学的质量管理体系。
山特金属制品有限公司的诚信、实力和 广西贵港方矩管厂家产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。


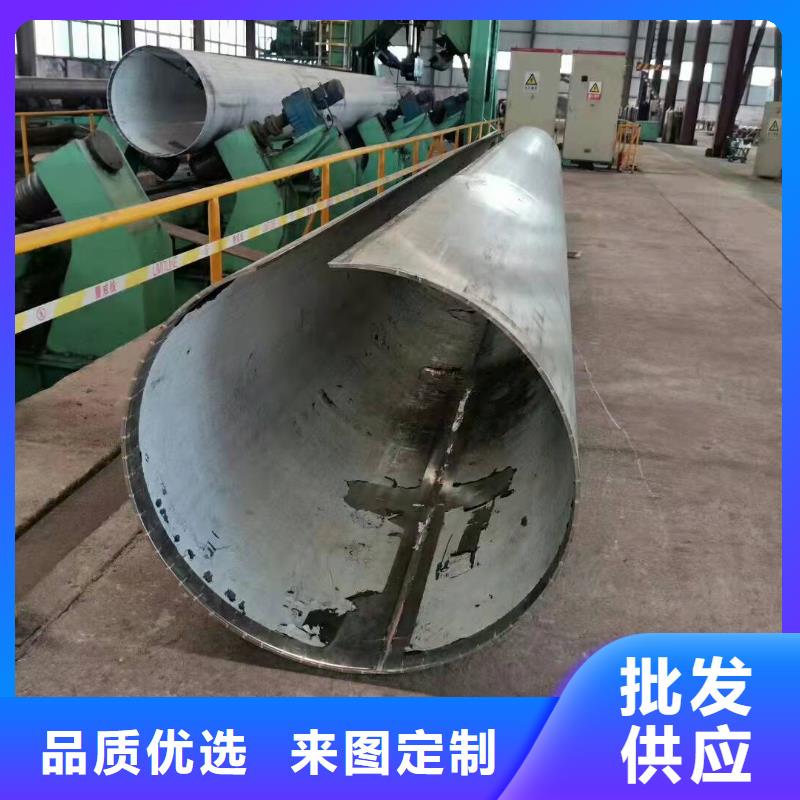
钢板卷管锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 单个气孔回波高度低,波形为单缝,较稳定。从各个方向探测,反射波大体相同,但稍一动探头就消失,密集气孔会出现一簇反射波,波高随气孔大小而不同,当探头作定点转动时,会出现此起彼落的现象。? ? 产生这类缺陷的原因主要是焊材未按规定温度烘干,焊条药皮变质脱落、焊芯锈蚀,焊丝清理不干净,手工焊时电流过大,电弧过长;埋弧焊时电压过高或网络电压波动太大;气体保护焊时保护气体纯度低等。如果焊缝中存在着气孔,既破坏了焊缝金属的致密性,又使得焊缝有效截面积减少,降低了机械性能,特别是存链状气孔时,对弯曲和冲击韧性会有比较明显降低



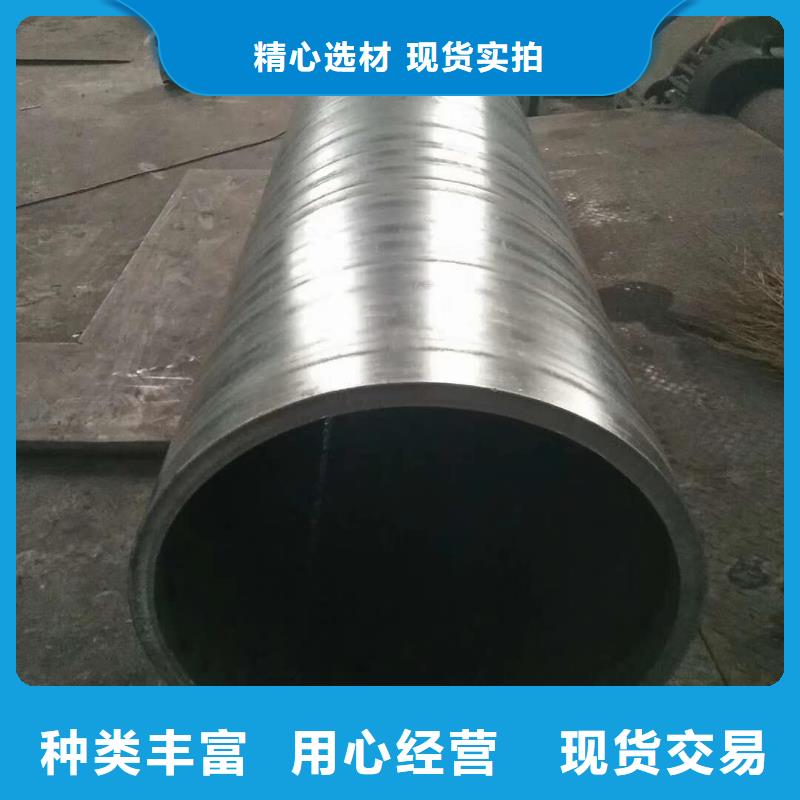
钢板卷管在放样前必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。


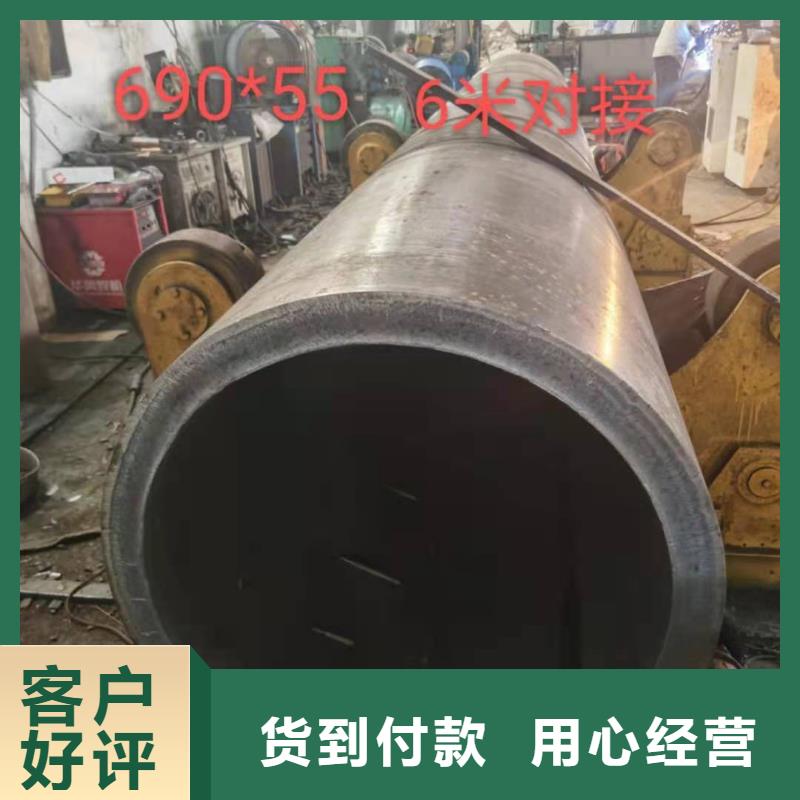
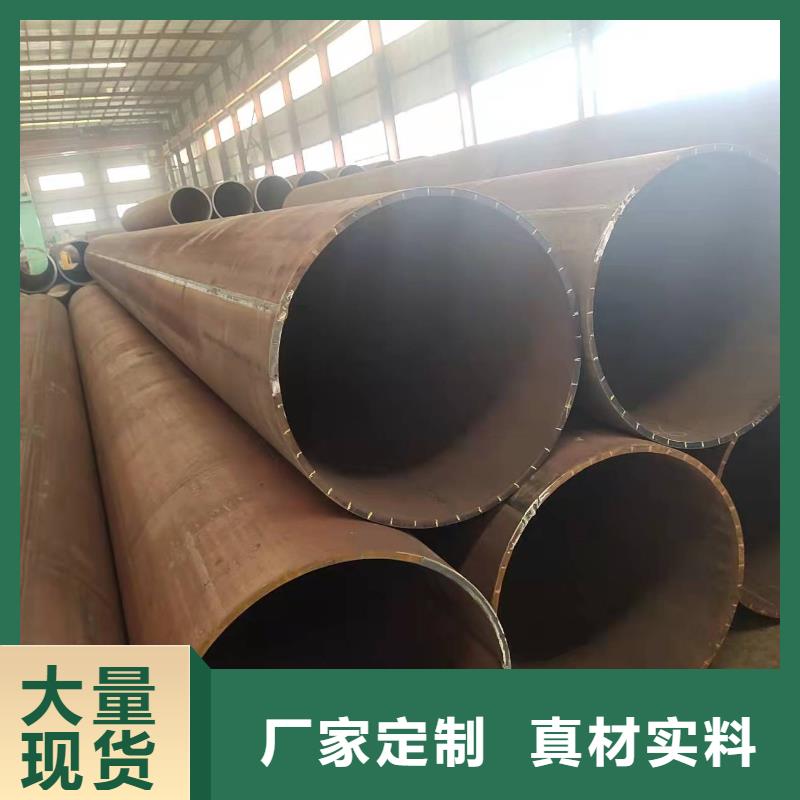
公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。 钢板卷管托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。


