

准备好领略【热轧钢管精密无缝管批发商】产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:广东中山【热轧钢管精密无缝管批发商】的图文介绍

兰格精密管(中山市分公司)多年来本公司始终奉行“靠质量占市场,靠信誉赢客户,靠新品谋发展,靠科技创未来”的理念,不断弘扬企业文化,不断加强内部管理,不断提高产品质量,不断企业品牌,积j i打造j i具正雷特色的 精密轴套、深孔钢管、耐压珩磨管、珩磨管零售、一体精密管、内径规格精品。



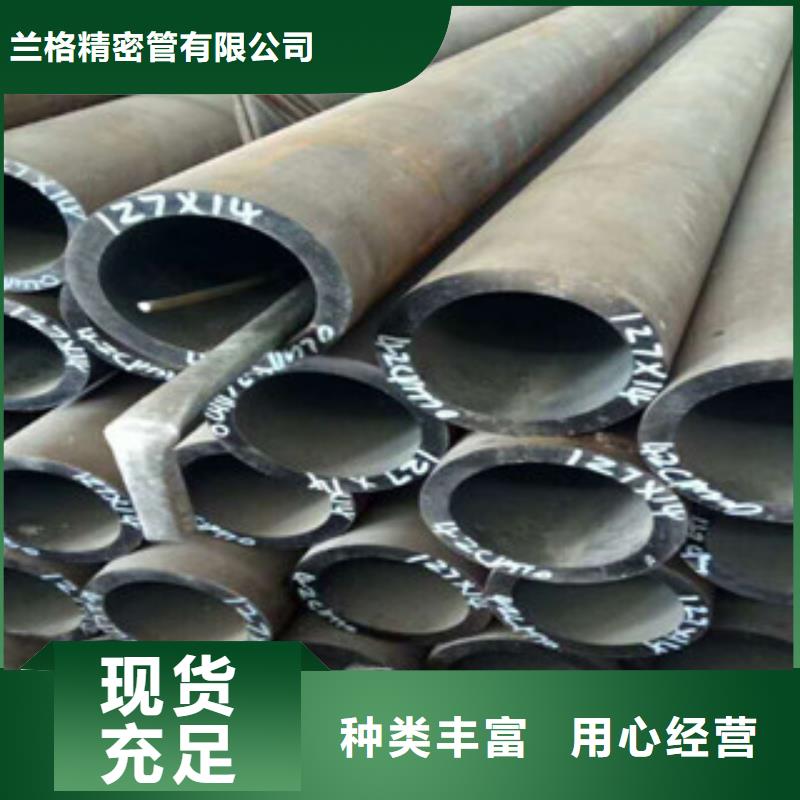
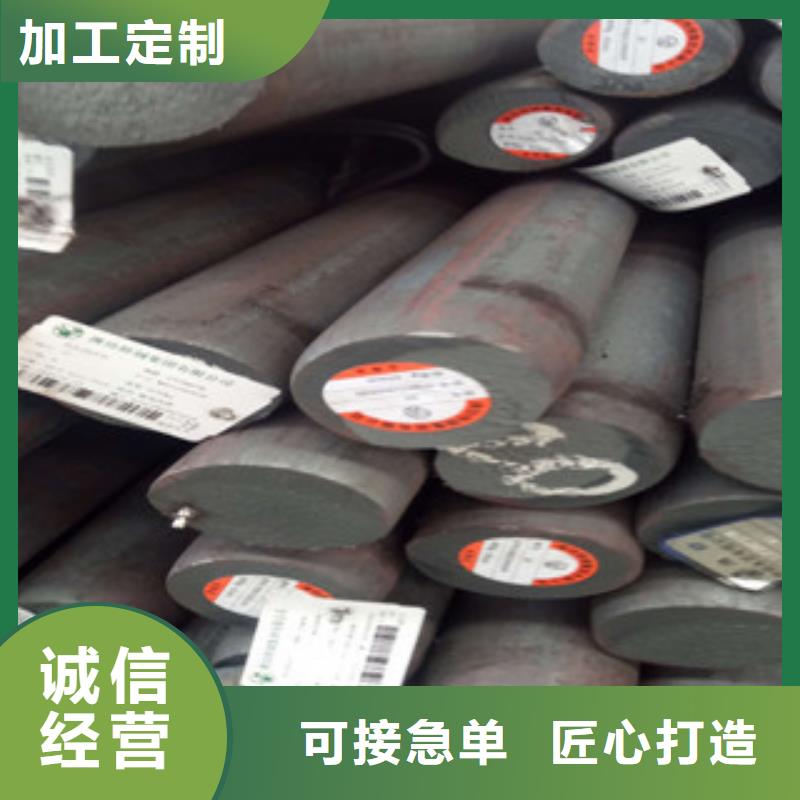
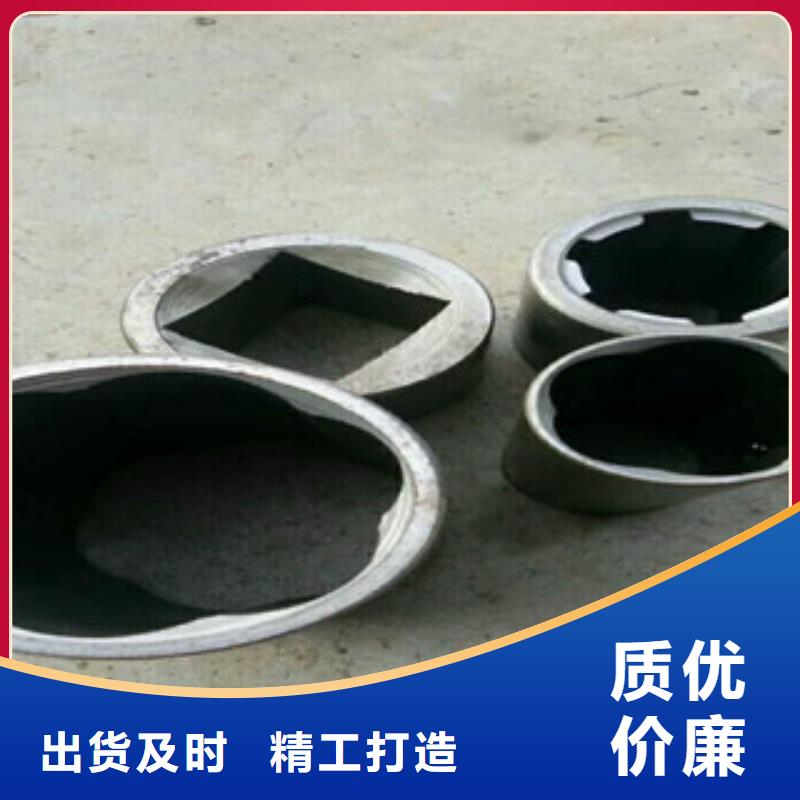
特点:1.外径更小。2.精度高可做小批量生产。3.冷拔成品精度高,表面质量好。4.钢管横面积更复杂。5.钢管性能更优越,金属比较密。用途:用于制造机械结构、液压设备、汽车零件.常用材质:精密无缝管的常用材质为10#、20#、35#、45#。可生产的材质则很多,钢只要是不太硬,基本都可根据需要进行生产。如:10#,35#,16Mn,40Cr,生产工艺精密无缝管通常采用冷轧的工艺进行生产。具体流程如下:圆钢、穿孔、酸洗、冷轧、锯头、打捆,无缝管、酸洗、冷轧、锯头、打捆。特点:1.精密度高,节省了机械加工用户工料时的损耗。2.规格多,应用范围广泛。3.冷轧成品精度高,表面质量好,直线度好。4.钢管内径可以做成六角形。5.钢管性能更优越,金属比较致密。




标准分类:精密无缝管,精密液压无缝钢管,冷拔精密无缝钢管,冷轧精密无缝钢管,高精密无缝钢管,精密光亮无缝钢管。主要品种:DIN/EN系列高精度精密光亮无缝钢管、液压系统专用钢管、汽车制造专用钢管主要标准:DIN2391,DIN2445,EN10305, GB/T 3639 GB 8713主要材质:ST35(E235)、ST37 、ST45(E255)、ST52(E355)、10#、20#、35#、45#主要交货状态:BK(+N)GBK(+A)BK(+C)BKW(+LC)BKS(+SR)特点:钢管内外壁无氧化层、承受高压、无泄漏、高精密、高光洁度、冷弯不变形、扩口、压扁无裂缝、表面防锈处理,广泛用于液压系统用钢管、注塑机用钢管、液压机用钢管、船舶制造用钢管、EVA发泡油压机械、精密油压裁断机用钢管、制鞋机械、液压设备、高压油管、液压油管、卡套接头、钢管接头、橡胶机械、锻压机械、压铸机械、工程机械、混泥土泵车用高压钢管、环卫车用、汽车行业、造船工业、金属加工、军工、柴油机、内燃机、空压机、建筑机械、农林机械等,完全可以替代同标准的进口无缝钢管。
