





以下是我们上传的【弯管】中频弯管设计合理实拍视频,您可以点击观看。
以下是:【弯管】中频弯管设计合理的图文介绍


斜角弯管加工在防锈处理层面怎样清理和酸洗钝化,在我们的日常生活中,我们经常可以看到斜角弯头的影子,它应用于各个领域。但是,斜角弯头使用寿命的关键在于防腐涂层的类型、整体实际操作的质量以及相应的应用条件,这是对斜角弯头常规使用和使用寿命的直接危害。斜角弯管加工在防锈处理层面怎样做好干净和酸洗钝化 斜角弯头在防锈处理层面有下面三点必须需注意: 一、斜角弯头的日常清理: 当我们清理斜角弯头时,使用的有机溶剂应能够保证货物表面、植物油及其灰尘等残留物的合理去除,并保证斜角弯头表面的氧化皮和锈蚀也能合理去除整洁,终达到清洁的具体目的。 二、斜角弯头防锈处理专用工具: 斜角弯头在防锈处理层面,可以采用的专用工具有很多,可是其实真真正正能发挥效果的却很少,可以采用钢刷,随后对斜角弯头的外表开展持续的打磨抛光除铁锈,事实上在制造和生产的前期,就可以运用钢刷将材料表层的铁锈除去。 可是假如斜角弯头表层所形成的氧化皮十分的牢固得话,那麼运用钢刷以后的作用也不会太显著,并且也达不上顾客的有关规定,此刻就要调节除铁锈的有机溶剂和专用工具,由于并不是仅有一种成分会直接影响到斜角弯头的除铁锈实际效果。 三、对斜角弯头开展酸洗钝化: 斜角弯头在酸洗钝化上关键可以分成二种不一样的方法,一种是较为普遍的电解法方法,也有一种则是近几年较为常见的平常的有机化学方法,酸洗钝化的目标也是关键将斜角弯头表层的氧化皮,及其锈迹等开展除去,可是,有机化学的清理方法会产生一定的空气污染。 其实斜角弯头的防锈处理也有一种方法,就是用推进剂进行防锈处理,这种方法不仅可以合理地斜角弯头表面的锈迹、金属氧化物和废物,而且还可以提高斜角弯头所需的粗糙度,因为它具有一定的实际冲击效果。



弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。


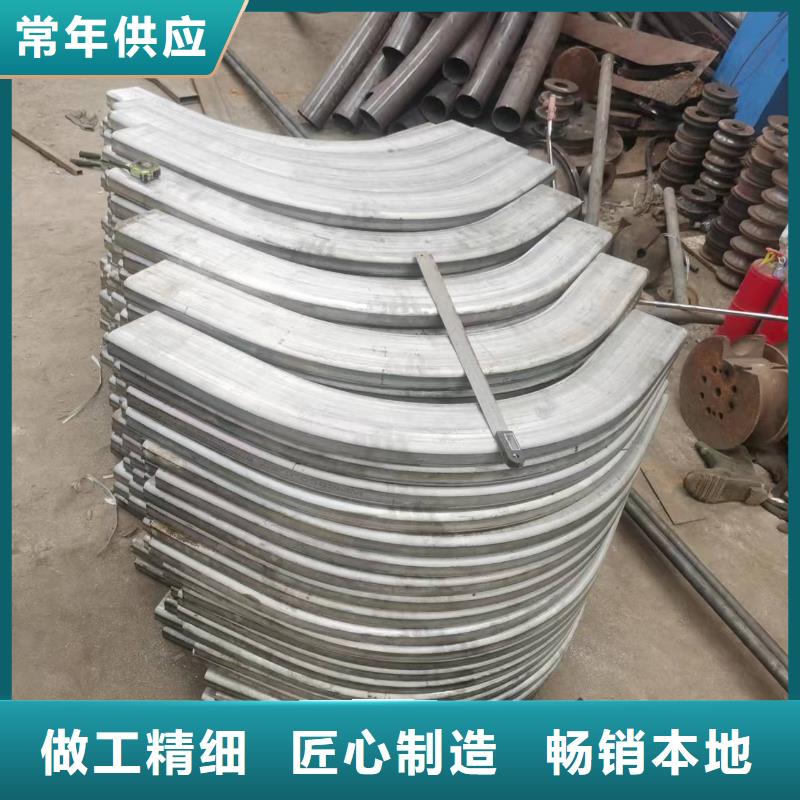
怎样了解弯头加工中对弧度的实际要求。目前在进行弯管加工时是否有弧度的要求,因此在制作它的同时,必须事先了解加工要求,弯管的弧度大小直接决定了此后期的使用,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,为了可以节省管道设备和模具成本,并获得直径大、壁厚相对薄的弯头,弯头空位是平坦或可扩展的曲面。 怎样了解弯头加工中对弧度的实际要求 因此冲裁简单,保证精度,装配焊接方便,大直径弯管成型技术中,合金大直径弯管成型技术的基本过程,首先横切表面的形状变化等,这段时间有很多观察,还了解了弯管加工质量下降的原因和校正方法,为了长期保管,弯头也要按计划进行检查,清洁暴露的加工表面清洁污垢,保管在室内通风良好的地方,严禁堆放或露天存放,弯管的干燥通风通常很好,固定器保持干净整齐,并按照正确的保管方法保管。 安装时将弯头直接安装到管路中,并安装到要使用的位置,通常可以安装在管路中的任何位置,但是弯头在安装时要注意密封,以免发生影响管道正常运行的泄漏,滚弯方法和工作原理基本相同,具有与管横截面外形相匹配的工作表面,折弯时仅变更主滚子和滚子之间的距离即可,以取得各种曲率半径的折弯,此方法尤其适用于曲线环或螺旋线性管件。 此外,为提供管理工具库存的便利,弯管加工厂家可以检测材料厚度的变更,以减少折弯角度过大或不足的零件数,除了工件的折弯成型外,这些功能还会在控制器屏幕上显示零件折弯过程,以防止错误零件成型引起的材料报废。



航萧管件有限公司目前已经拥有专业的设计团队,致力于将 内蒙古鄂尔多斯O型弯管向新型化,推进的同时,增加 内蒙古鄂尔多斯O型弯管的环保性能。并承诺以专业的安装团队和完善的售后服务体系,让您足不出户享受周到服务。

