



不要犹豫,点击播放我们的【保温钢管】涂塑钢管厂家现货快速采购产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:【保温钢管】涂塑钢管厂家现货快速采购的图文介绍

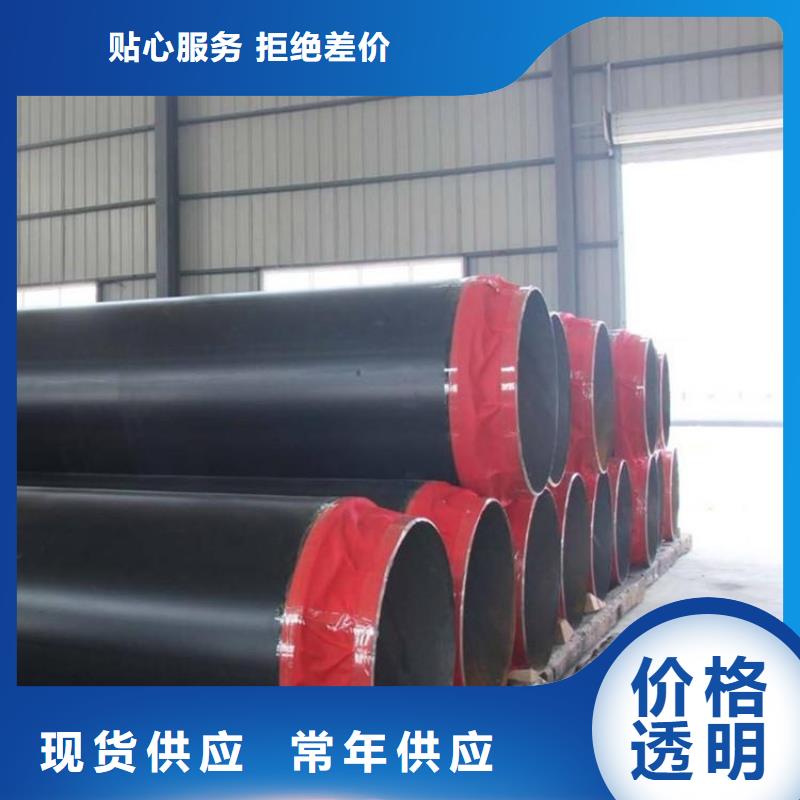
江苏连云港钢套钢复合保温钢管是地下直埋管道中的一种,采用没有混凝土结构的情况下也可以进行地下直埋的方式,即工作钢管的热膨胀在外管内进行,从而降低了材料成本,缩短了施工日期,并保障了供热管道的性,可以在不同温度环境下更的广泛应用,尤其适用于高温蒸汽管道项目。使用温度可达150℃-450℃。管道端口一般选用聚乙烯薄膜或三层PE冷缠带密封,防止安装前或施工中进入潮气或水。保温材料多层错缝包扎,有效减少了热损失,同时在外套表面采取控制措施,防止冷桥的产生,从而使外套防腐层的温度控制得到了保证。用保温材料包扎多层铝箔反射层,有效减少了热损失,使蒸汽管道更加经济合理。疏水系统采用全封闭的形式,布置灵活,结构合理,可靠。钢套管上的排潮管既能及时排出潮湿气体,又可作为日常运行的报警信号管。江苏连云港保温钢管管道的热补偿采用优质波纹管补偿器,并将其装设在套管内,做成直埋形式,无须设置观察井,施工操作方便、工期短。适用于输送2.5MPa、350摄氏度以下的蒸汽或其它介质,该产品用钢管做外防护层,具有强度高,不易损坏,施工检修简便,使用寿命长的优点。


1、保温钢管下降工程造价。据有关部门测算,双控制供热管道,通常情况下可以下降工程造价的25%(选用玻璃钢做维护层)和10%(选用高密度聚乙烯做维护层)左右。2、预制聚氨酯保温管热损耗低,节约能源。预制聚氨酯保温管其导热系数为:λ=0.013—0.03kcal/m?h?oC,比其他曩昔常用的管道保温材料低得多,保温效果进步4~9倍。再有其吸水率很低,约为0.2kg/m2。吸水率低的原因是因为聚氨酯泡沫的闭孔率高达92%左右。低导热系数和低吸水率,加上保温层和外面防水性能好的高密度聚乙烯或玻璃钢维护壳,改变了传统地沟敷设供热管道“穿湿棉袄”的情况,大大削减了供热管道的整体热损耗,热网热丢失为2%,小于世界10%的规范需求。3、预制聚氨酯保温管防腐,绝缘性能好,运用寿命长。预制聚氨酯保温管因为聚氨酯硬质泡沫保温层严密地粘结在钢管外皮,隔绝了空气和水的进入,能起到杰出的防腐效果。一起它的发泡孔都是闭合的,吸水性很小。高密度聚乙烯外壳、玻璃钢外壳均具有杰出的防腐、绝缘和机械性能。因而,作业钢管外皮很难遭到外界空气和水的腐蚀。只需管道内部水质处理好,据国外材料剖析,直埋保温管的运用寿命可达50年以上,比传统的地沟敷设、架空敷设运用寿命高3~4倍。4.预制聚氨酯保温管占地少,施工快,有利环境维护和削减施工扰民。预制聚氨酯保温管不需要砌筑巨大的地沟,只需将保温钢管埋人地下,因而大大削减了工程占地,削减土方开挖量约50%以上,削减土建砌筑和混凝土量90%。一起,保温管加工和现场挖沟平行进行,只需现场接头,可以大幅度缩短工期。因为削减了砖、水泥、砂石、余土等的运送,然后削减了施工过程中汽车尾气排放量、扬尘量、噪声排放量,然后维护了环境。



几年来友骏管道有限公司通过全体员工的共同努力,兄弟单位的友好协作,且准确的把握了 江苏连云港环氧煤沥青防腐钢管市场信息和机遇,拥有稳定的客户群,公司以较高的速度不断发展完善。看未来,我们会在全国经济快速发展的同时,以优异 江苏连云港环氧煤沥青防腐钢管产品质量,诚信合作的工作态度,熟练的业务,更好的发展壮大企业规模,与时俱进。


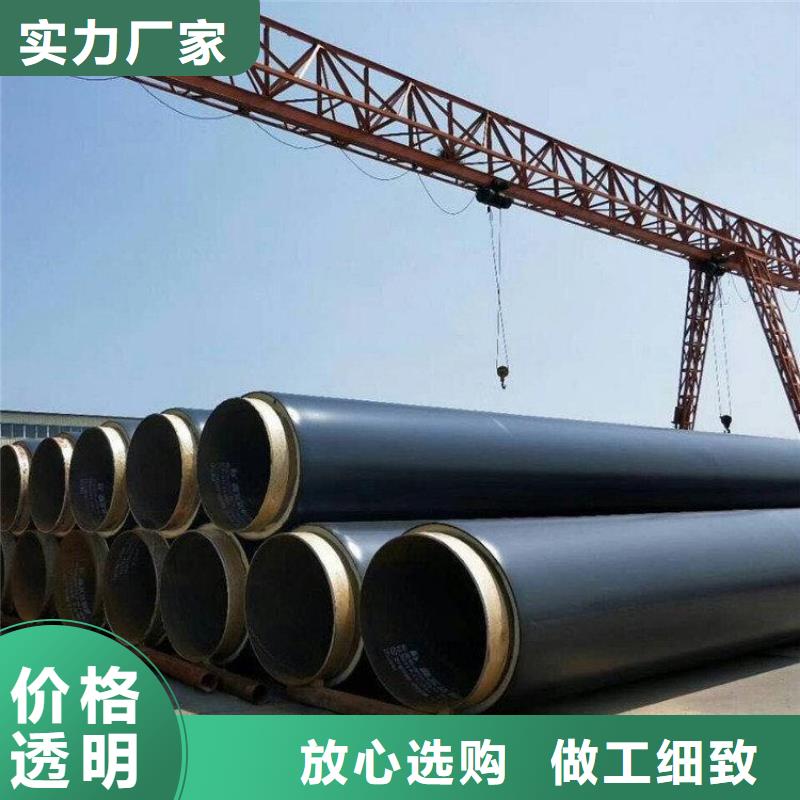
聚氨酯保温钢管,全称:高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管,由输送介质的工作钢管,聚氨酯硬质泡沫塑料保温层和高密度聚乙烯外护管紧密结合而成。
工作钢管层根据设计和客户的要求一般选用无缝管(GB8163至87)螺旋焊管(GB9711至88;SY/T5038至92)和直缝焊管(GB3092至93)。钢管表面经过抛丸除锈工艺处理后,钢管除锈等级可达GB8923-1988标准中的Sa2级,表面粗糙度可达GB6060.5至88标准中R=12.5微米
第二层:聚氨酯保温层用高压发泡机在钢管于外护层之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液而成。即俗称的“管中管发泡工艺”。其作用一是防水,二是保温,三是支撑热网自重。当输送介质温度为:-50℃-150℃时,选用硬质聚脲酸酯泡沫塑料做保温层。
第三层:高密度聚乙烯保护层预制成一定壁厚的黑色(黄色)塑料管材,其作用一是保护聚氨酯保温层免遭机械硬物破坏,二是防腐防水。
保温钢管先生产出高密度聚乙烯外护管,然后在聚乙烯外护管与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的"两步法"。
保温钢管制作流程:钢管除锈--聚氨酯发泡--成形--成品检测--入库
1、除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的高密度聚乙烯外护管→。
B.除锈处理后的钢管→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入高密度聚乙烯外护管内,直至芯管两端裸露部分均为150mm-250mm。
C.将符合芯管直径和保温层厚度的卡头(法兰或外卡)封堵在管道两端并将其锁紧。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注发泡:
调整发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。


