


我们的锯床_钢筋滚丝机工期短发货快视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:锯床_钢筋滚丝机工期短发货快的图文介绍

如果在锯床运行中,有危险发生时,应该立即按下“紧急停机”按钮。锯轮轴承,半年内应加一次润滑脂,变速箱内润滑油一年更换一次。冷却液有损人体皮肤,操作人员在清理或排放时应注意防护。停机时不允许锯带工件。经常清洗工作虎钳导轨部分的铁屑,保证活动钳口的灵活。每天锯削完毕后,应将锯条放松,其使用寿命。夏季室温高于摄氏度时,应对油箱进行风冷。锯条在运转时严禁用手与锯齿部。机床闲置不用时,对导轨及机床加工面应加油封,防止锈蚀。
使锯削的具有广泛的意义,如锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。系统的管理功能使材料和工件的管理更方便。系统的中文界面和实时的图形状态显示,使操作更友好更直观。锯削下料长度通过调节标尺14与返回到位开关的相对位置来实现,下料数量由计数器实现,各的完成由到位开关检测。锯削速度由调压阀供油压力进行控制。系统的模拟输入输出模块各的逻辑关系由继电器完成,驱动由动力油缸完成,控制由电磁阀完成。
使锯削的具有广泛的意义,如锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。系统的管理功能使材料和工件的管理更方便。系统的中文界面和实时的图形状态显示,使操作更友好更直观。锯削下料长度通过调节标尺14与返回到位开关的相对位置来实现,下料数量由计数器实现,各的完成由到位开关检测。锯削速度由调压阀供油压力进行控制。系统的模拟输入输出模块各的逻辑关系由继电器完成,驱动由动力油缸完成,控制由电磁阀完成。


产品特点:
1.切削速度液压控制,无极调速。
2.导向块结构科学合理,延长锯条的使用寿命。
3.双立柱结构,操作平稳。
4.锯切稳定,精度高。
5.工件夹紧采用手动夹紧,操作方便。
6.可定制三向液压加紧装置。
一侧(多是外侧)受到损伤。1.锯床原因:由于液压系统出现泄漏、调速阀失控等原因造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜。再有,如果锯床两个导向臂间距过大、锯带张力不够、导向块有磨损及锯带夹装不好,都会直接影响到锯切质量,进而延伸出现锯斜。2.操作原因:我们重点讲一下因操作不良导致的锯斜。因操作造成锯斜的比例约占90%以上,典型的表现是:安装上新的锯带,不做任何检查、调整,更不进行新带的初期磨合,便使用了高速切削。由于切削进给量比较大,锯齿处在极限的切削状态,在这种情况下,由于新锯带齿刃十分。
1.切削速度液压控制,无极调速。
2.导向块结构科学合理,延长锯条的使用寿命。
3.双立柱结构,操作平稳。
4.锯切稳定,精度高。
5.工件夹紧采用手动夹紧,操作方便。
6.可定制三向液压加紧装置。
一侧(多是外侧)受到损伤。1.锯床原因:由于液压系统出现泄漏、调速阀失控等原因造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜。再有,如果锯床两个导向臂间距过大、锯带张力不够、导向块有磨损及锯带夹装不好,都会直接影响到锯切质量,进而延伸出现锯斜。2.操作原因:我们重点讲一下因操作不良导致的锯斜。因操作造成锯斜的比例约占90%以上,典型的表现是:安装上新的锯带,不做任何检查、调整,更不进行新带的初期磨合,便使用了高速切削。由于切削进给量比较大,锯齿处在极限的切削状态,在这种情况下,由于新锯带齿刃十分。



数控车床的外形与普通车床相似,即由床身、主轴箱、刀架、进给系统压系统、冷却和润滑系统等部分组成。数控车床的进给系统与普通车床有质的区别,传统普通车床有进给箱和交换齿轮架,而数控车床是直接用伺服电机通过滚珠丝杠驱动溜板和刀架实现进给运动,因而进给系统的结构大为简化。
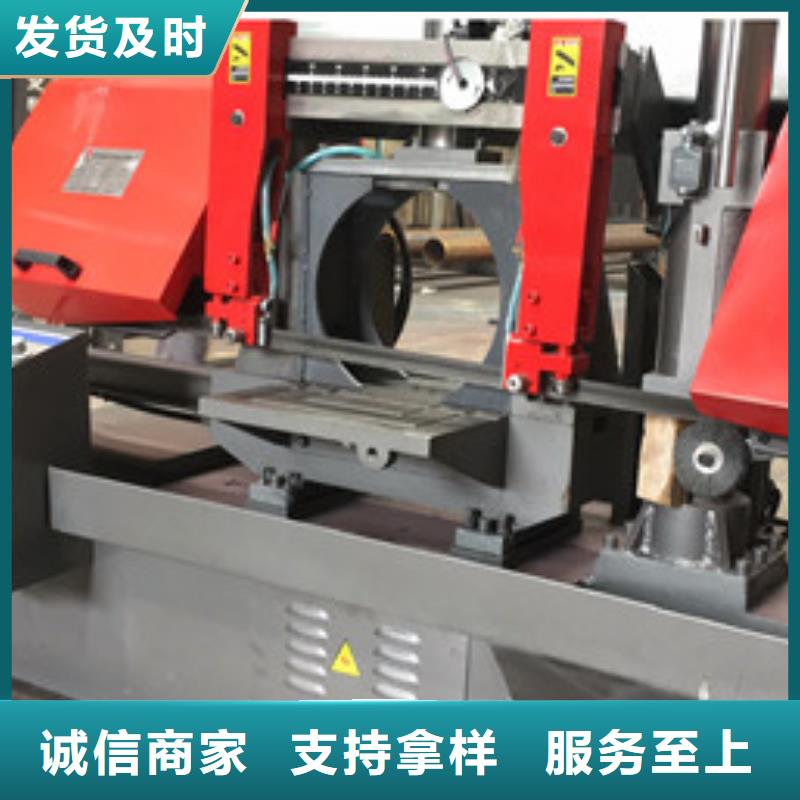
GB系列金属带锯床主要用于锯切各种黑色金属、有色金属。具有锯口窄、省料、节能、锯削精度高、操作方便、生产效率高等优点锯床主要部件有底坐;床身、立柱;锯梁和传动机构;导向装置;工件;张紧装置;送料架;液压传动;电气控制;及冷却;底座底座为钢板焊接而成的箱形结构,床身、立柱固定其上,底座内腔有较大空间,前左侧为电气按钮控制箱,右侧为电气配电板箱,中间由钢板焊成的液压油箱,装有液压泵站,液压管路。


建贸机械设备有限公司拥有先进的 吉林钢筋弯曲中心生产设备以及完善的生产工艺,高学术技术团队和研发团队,确保了 吉林钢筋弯曲中心产品的质量与性能。良好的企业文化以及务实的创新精神,使企业的技术不断的提高,与国际同类产品有广泛的互换性,以便于国内外的 吉林钢筋弯曲中心产品相互替换应用。

