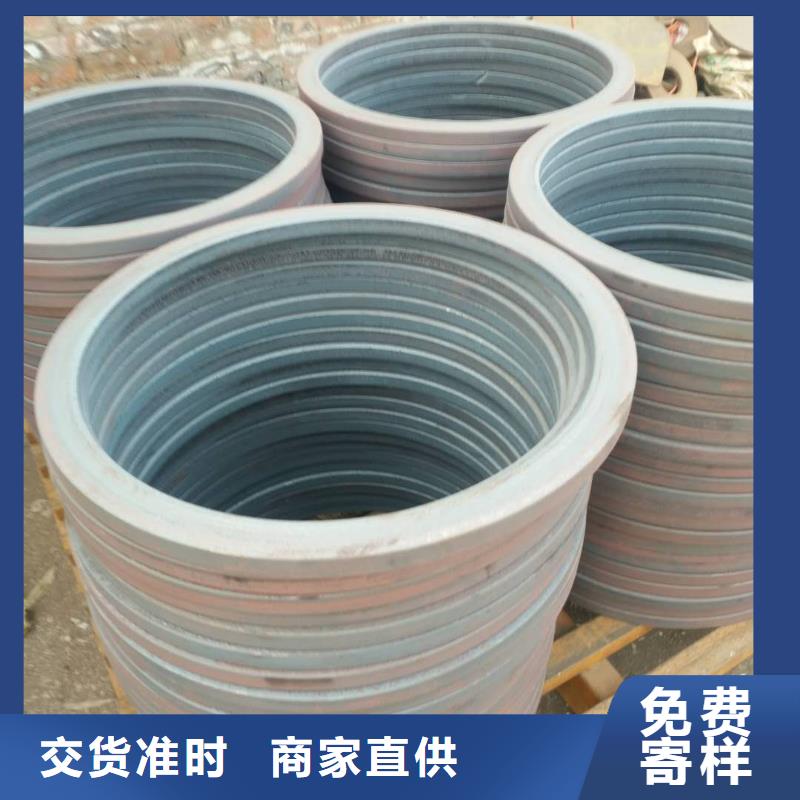
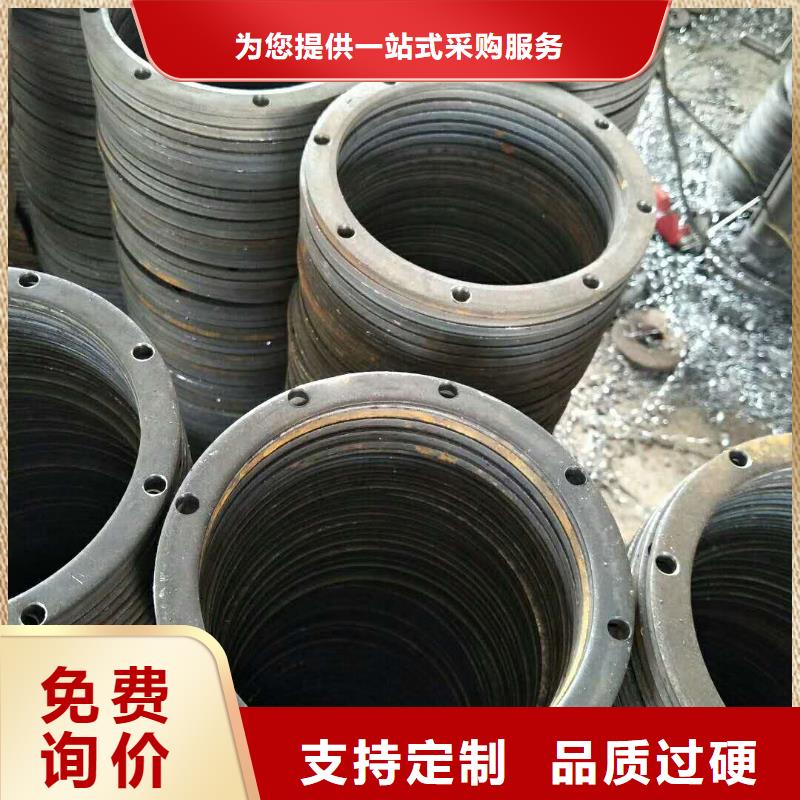
以下是:法兰毛坯热扩法兰毛坯打造好品质的产品参数
| 产品参数 |
|---|
| 产品价格 | 373 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
|---|
| 产地 | 聊城 |
|---|
| 规格 | 齐全 |
|---|
| 颜色 | 黑色金属 |
|---|
以下是:法兰毛坯热扩法兰毛坯打造好品质的图文视频
在泰州市靖江市采买法兰毛坯热扩法兰毛坯打造好品质到搏远金属制品有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:季先生-18563543833,QQ:364354310,地址:《聊城山东省聊城经济技术开发区蒋官屯办事处季海工业园发货到江苏省 泰州市 靖江市、海陵区、高港区、兴化市、泰兴市、姜堰区》。 江苏省,泰州市,靖江市 明成化七年(1471年),始置靖江县,属常州府。1993年7月14日,靖江撤县设市。1996年7月19日,地级泰州市设立,靖江市改由泰州市代管。境内是渡江战役起点,被誉为“东线帆”升起的地方。曾诞生过实业家、民族工业骄子刘国钧,走出了31位共和国将军、9位两院院士。拥有香沙芋、靖江蟹黄汤包、靖江肉脯等3项地理标志产品。2020年12月,社科院发布《全国县域经济综合竞争力100强》,靖江排名第30。靖江市是中国东部水陆交通要冲,处于江苏省中轴线与长江的交汇点,水运发达;沪陕高速、沿江高等级公路、国道345(新江平路)横贯东西,京沪高速(广靖高速段)、盐锡线(原姜八公路)纵穿南北,江阴长江大桥连接两岸。
一分钟的时间,对于了解我们的法兰毛坯热扩法兰毛坯打造好品质产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:法兰毛坯热扩法兰毛坯打造好品质的图文介绍

搏远金属制品有限公司遵循诚信经营,货真价实,优质服务的宗旨,赢得了用户,拓展了市场,建立了广泛的 泰州靖江环形锻件销售网络,具有一定的认知度。
我公司可根据客户要求定制 泰州靖江环形锻件,交货期短,送货快,我们以低的利润、好的质量、快的速度来赢得您的信赖,达到“互惠双赢”!


压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009
压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009



24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉、质量、用户”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,切割速度受到气体射流速度的限制。


整体法兰
单元法兰
a、螺纹法兰
b、焊接法兰 对焊法兰
带颈平焊法兰 带颈承插焊法兰板式平焊法兰
c、松套法兰对焊环松套带颈法兰 对焊环松套板式法兰 平焊环松套板式法兰 板式翻过松套法兰
d、法兰盖(盲孔法兰)
e、旋转法兰
f、锚固法兰
g、堆焊/覆焊法兰
4) 法兰密封面:平面、凹面、凹凸面、榫槽面、环连接面
1、 DIN标准
1) 常用压力等级:PN6,PN10,PN16,PN25,PN40,PN64,PN100,PN160,PN250
2) 法兰密封面: raised face DIN2526C 突面法兰 grooued acc. DIN2512N 榫槽面
2、 ANSI标准
1) 常用压力等级:CL150,CL300,CL600,CL900,CL1500
2) 法兰密封面:ANSI B 16.5 RF flanges 突面法兰 (RF)、全平面法兰(FF)
3、 JIS标准:不常用
1) 常用压力等级:5K ,10K,20K
板式平焊法兰
带颈平焊法兰
带颈对焊法兰
承插焊法兰
螺纹法兰
法兰盖
盲板
带颈对焊环松套法兰
平焊环松套法兰
环槽面法兰及法兰盖
大直径平板法兰
大直径高颈法兰
八字盲板
对焊环松套法兰
旋转法兰
锚固法兰
堆焊/覆焊法兰
法兰(flange)连接就是把两个管道、管件或器材,先各自固定在一个法兰盘上,两个法兰盘之间,加上法兰垫,用螺栓紧固在一起,完成了连接。有的管件和器材已经自带法兰盘,也是属于法兰连接。法兰连接是管道施工的重要连接方式。
法兰连接使用方便,能够承受较大的压力。 在工业管道中,法兰连接的使用十分广泛。在家庭内,管道



今年在泰州市靖江市购买法兰毛坯热扩法兰毛坯打造好品质有了新选择,搏远金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的法兰毛坯热扩法兰毛坯打造好品质产品。如需购买或咨询,请随时联系我们,联系人:季先生-18563543833,QQ:364354310,地址:山东省聊城经济技术开发区蒋官屯办事处季海工业园。