



联系我们

当前位置:
鑫创有色金属材料(广元市分公司) >广元本地行业频道
【铝合金管型导体120/110】
更新时间:2026-07-17 11:24:25 ip归属地:广元,天气:多云,温度:22-35 浏览次数:10 公司名称: 鑫创有色金属材料(广元市分公司)
以下是:四川省广元市【铝合金管型导体120/110】的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 100/米 |
| 发货期限 | 3 |
| 供货总量 | 10000 |
| 运费说明 | 先付 |
| 小起订 | 6米 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 6063G |
| 产品品牌 | 鑫创有色 |
| 产品规格 | 40-350 |
| 发货城市 | 天津 |
| 产品产地 | 天津 |
| 加工定制 | 是 |
| 产品型号 | 40-350 |
| 可售卖地 | 全国 |
| 产品重量 | 1 |
| 产品颜色 | 银白色 |
| 质保时间 | 365天 |
| 外形尺寸 | 150 |
| 适用领域 | 导电 |
| 是否进口 | 是 |
| 质量认证 | A |
| 产品功率 | a |
| 工作温度 | 621 |
| 范围 | 【铝合金管型导体120/110】供应范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 利州区、元坝区、朝天区、旺苍县、青川县、剑阁县、苍溪县等区域。 |
以下是:四川省广元市【铝合金管型导体120/110】的图文视频




【鑫创有色金属】为您提供朝天镀锡铜绞线、苍溪镀锡铜绞线、自贡铝板、德阳黄铜带、遂宁镀锡铜绞线等多元产品与服务。【铝合金管型导体120/110】,鑫创有色金属材料(广元市分公司)为您提供【铝合金管型导体120/110】,联系人:宋磊,电话:【15822889027】、【15822889027】。 四川省,广元市 广元市素有“川北门户、蜀道咽喉”之称。历史悠久、文化厚重,是巴蜀文明的重要发祥地之一,7000多年前就创造了中子细石器文化,已有2300多年建城史,是先秦古栈道文化和蜀道文化的集中展现地、三国历史文化的核心走廊,中国历史上女皇帝武则天的出生地。区位独特、交通便捷,有3条高速公路、4条铁路在境内交汇。境内有5A级旅游景区剑门关。剑门蜀道列入世界自然与文化遗产预备名录。是原川陕苏区核心区域、后期首府所在地和红四方面军长征出发地。
观看【铝合金管型导体120/110】产品视频,让购买决策更有依据。产品优点和特点一目了然,助您明智选择。
以下是:四川广元【铝合金管型导体120/110】的图文介绍

鑫创有色金属材料(广元市分公司)

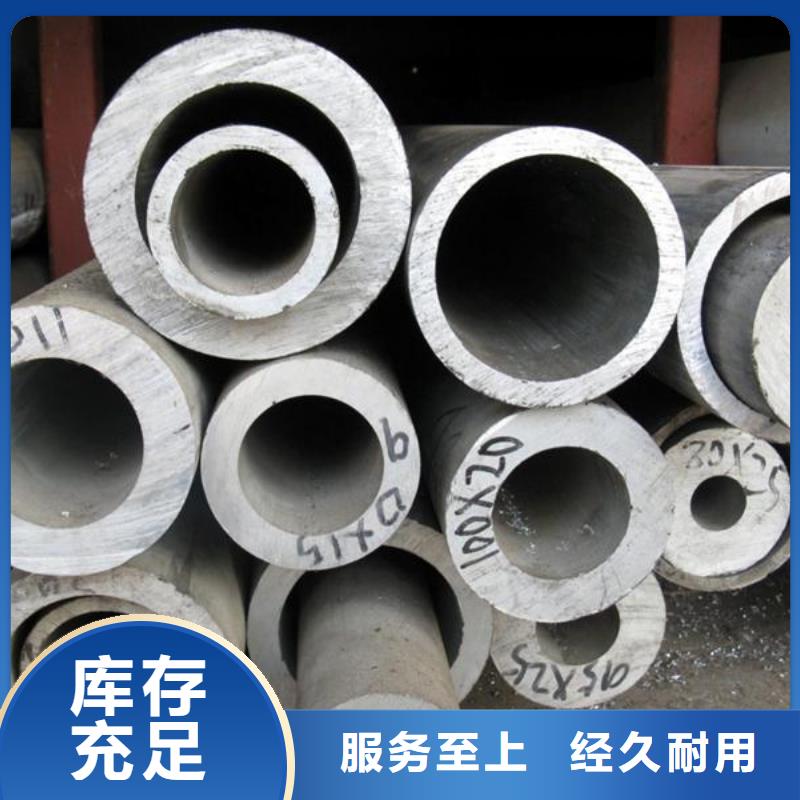
铝板的详细介绍
做工细致精工制作

6063-T6铝镁合金管母线是江苏沃鹏电力设备有限公司的主导产品,是电力输变电系统中关键的设备(材料)之一,对输变电系统及电力设备的、四川广元附近可靠运行起着至关重要的作用。公司主要产品:6063(6063G)铝镁合金管母线、四川广元附近LF21(3A21)铝锰合金管母线、四川广元附近LDRE(6R05)铝镁硅合金管母线、四川广元附近6Z63耐热铝合金管母线;屏蔽式绝缘铜(铝)管母线、四川广元附近电力金具、四川广元附近电线电缆管等。江苏沃鹏电力设备有限公司的铝镁合金管母线(6063),铝镁稀土合金管母线(LDRE),铝锰合金管母线(LF21)及耐热铝合金管母线系列(6063-Zr)等多系列产品,广泛应用于全国各省、四川广元附近市(地)电力公司220KV、四川广元附近500kV、四川广元附近750kV、四川广元附近±800kV及1000kV变电站和换流站工程,以及大电流直流融冰装置中作过流导体。该系列产品通过精心配料、四川广元附近经过同水平热顶铸造、四川广元附近横向穿孔热轧、四川广元附近形变热处理、四川广元附近多道次冷拉成型等工艺制作而成,该系列产品市场占有率连续多年保持领先地位。6063-T6铝镁合金管母线主要应用在我国电力建设工程中电网输电导线与变电站变压器之间的导体连接、四川广元附近输电线路中的跳线、四川广元附近电力设备中的连接导体以及大电流直流融冰装置中作过流导体,是取代传统的矩形、四川广元附近槽形、四川广元附近棒形母线和软导线的全新导体,是电力输变电系统中关键的设备(材料)之一,对输变电系统及电力设备的、四川广元附近可靠运行起着至关重要的作用。6063-T6铝镁合金管母线该系列产品具有独特的材料性质(LDRE稀土铝合金、四川广元附近6Z63耐热铝合金等)、四川广元附近是一种新型节能的母线导电材料,是传统钢芯铝绞线、四川广元附近槽型、四川广元附近矩型铝母线的替代产品。6063-T6铝镁合金管母线主要性能体现在:1)管型导体(母线)采用国内先进的热顶铸造无缝管等一系列的先进工艺,表面光滑,尺寸精度高,抗拉强度大,不易产生放电和变形;2)产品采用公司自行研发的稀土、四川广元附近耐热铝合金材料(已申报 发明),具有优良的加工、四川广元附近焊接、四川广元附近导电及耐热性能。产品经科技部门组织鉴定,达到国际先进水平;3)对流散热条件好,温升低,损耗小,导电能力强、四川广元附近载流量大;4)耐热性能高,可提高管母线的工作温度(工作温度达到150℃-200℃),导体在高温下具有较高的机械强度,提高输变电系统的可靠性;5)安装占地面积小,组合管母线是软导线占地面积的1/3;6)抗腐蚀,不易覆冰、四川广元附近抗灾能力强,使用寿命长(国内首次应用在融冰装置中);7)安装方便,外形美观,运行、四川广元附近稳定、四川广元附近可靠,便于检修和维护。 6063-T6铝镁合金管母线产品为空心管形结构,表面光泽,外形美观,尺寸均匀。外径尺寸从φ60mm到φ300mm;壁厚从3mm到12mm,单根长度长可达15米。实图如下:6063-T6铝镁合金管母线的技术要求:1) 管口平整,且与轴线垂直。2) 管母线长度偏差为正误差:+15~+25mm3) 管母线允许有不影响外径尺寸的矫直螺旋痕,其深度不超过0.5mm4) 管母线弯曲度:m/L<2.0mm5) 管母与其配套的衬管的间距不大于0.5mm并能保证安装需要。6) 母线表面光洁平整,无有裂纹、四川广元附近折皱、四川广元附近夹杂物及变形和扭曲现象。7) 管母材质采用6063G系列,状态:T6。8) 弹性模量值以控制其安装后的挠度值在规定范围内。 6063-T6铝镁合金管母线遵循的技术标准GB/T 3190-


精选原材
注重细节
工序严控
价格实惠
厂家直销
支持定制







鑫创有色金属材料(广元市分公司)
10年以上铝板生产经验
鑫创有色金属材料(广元市分公司)为解决客户的后顾之忧与生产中所遇到的难题,公司成立了【铝板】售后服务中心,有受过专业培训的工程师随时为客户提供服务。公司还成立了【铝板】技术培训中心,可对新客户在设备的操作、工艺调配、设备故障的排除等方面进行系统的培训,达到买即能用,用就能出优良的【铝板】产品,为客户回报丰厚的利润。
在四川省广元市采购【铝合金管型导体120/110】请认准鑫创有色金属材料(广元市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:宋磊-【15822889027】)。