

联系我们

定做非标气缸管
更新时间:2024-12-29 00:40:55 浏览次数:6 公司名称:聊城 安达液压机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 5900/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 适用领域 | 油缸 机械加工 |
| 是否进口 | 否 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 是 |






福建企业旺旺珩磨管绗磨管油缸管 质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的 承诺 45#绗磨管在淬火后加高温回火是调质 调质处理是热处理的一种工艺是指绗磨管在淬火后加高温回火.目的是使45#绗磨管调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等要看具体的材料具体零件的技术要求来决定。耐磨铸铁、合金铸铁由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。
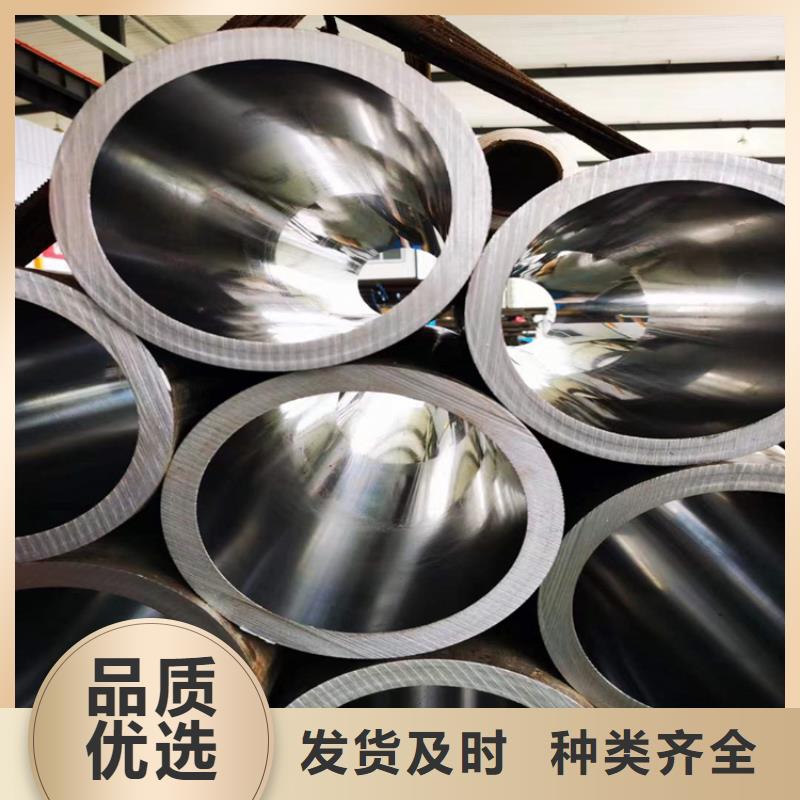
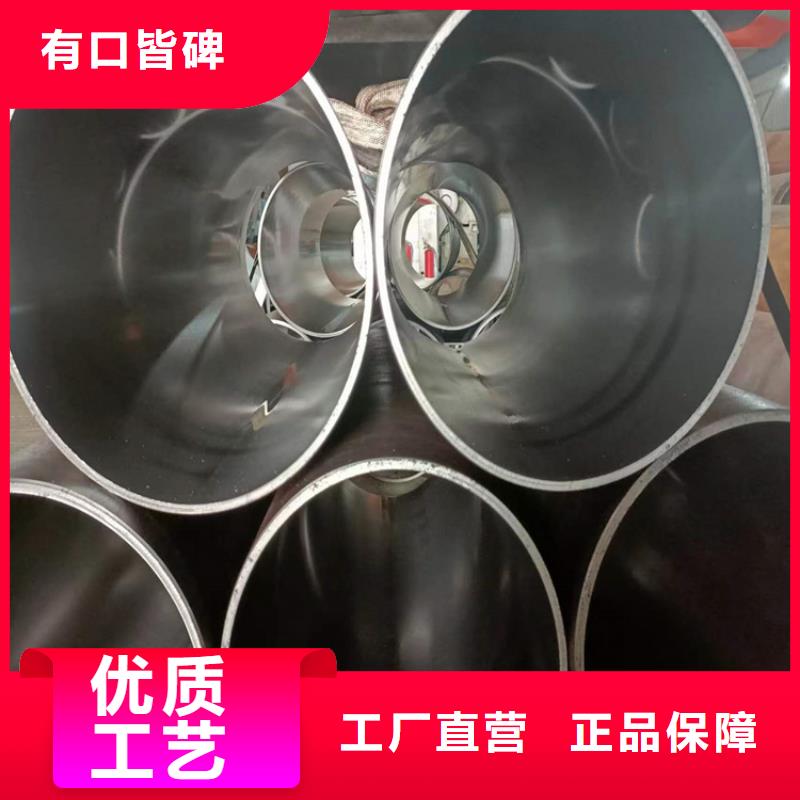
福建企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好
福建企业旺旺珩磨管绗磨管油缸管大口径绗磨管筑底反弹的可能 国内大口径绗磨管供应继续增加,需求有所下滑,库存延续下降态势,故五月份建筑大口径绗磨管呈现重心下移的弱势震荡调整态势。经历了一个月的阶段性调整,产量隐隐有出现拐点的迹象,需求虽有下滑,但并未表现出明显的淡季特征,供需格局同步变化背景下,库存和成本对价格的支撑仍在。 目前建筑钢材市场仍处于高产量,低库存,低利润,高成本的格局之中,价格震荡态势难以改变。初步预计6月份国内大口径绗磨管震荡运行,或存在筑底反弹的可能。公司拥有绗磨管机组4条,可加工生产30--600的绗磨管(航模管油缸管)。公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn、27SiMn及部分低合金钢,标准GB8713-88。
福建企业旺旺珩磨管绗磨管油缸管绗磨管几大优点1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。2、修正圆度,椭圆度可≤0.01mm。3、提高表面硬度,使受力变形,硬度提高HV≥4°4、加工后有残余应力层提高疲劳强度提高30%。5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。对冷拔20#绗磨管的质量进行考察,还必须要考虑到冷变形强化方面的内容和意义,首先是需要考虑到强化的具体材料和手段,因为有很多的材料是不能利用热处理的方法来进行强化的,因此,这种冷变形的强化方式就显得尤为重要了,再从更为长远的方向来进行考虑,冷处理方法能够冷拔20#绗磨管在使用过程中的保障性,因此,这种管道材料的优势显得更为明显,所以,推广度也比较高。