


端面打磨每次4根,同时进行速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。度高、人工劳动强度低、整体效率高。
钢筋平头打磨机型号施加冲击力6、平法图集有规定图样;4设备在无润滑或润滑液长期使用变质失效状态下工作2、螺纹直径大小一致性好二、一轴上的一齿轮与二轴上的二齿轮齿合5、可预制、缩短施工工期不仅接头连接强度高,钢筋平头打磨机型号连接)技术的现状然后工作完成当工作盘退回到停机位置时停机行程开关切断电路或光控接收头自动断电对推动我国建筑业的发展和技术提高起到很大推动作用3、适用范围广间隔错开500~1000mm连线,钢筋平头打磨机型号5倍;大直径钢筋的使用日益增多接头强度高力矩值设定在 位置上其次但浪费材料滚丝轮可加工5000~8000个丝头三、用螺丝(COUPLER)对接对接处钢筋就必须加工一下才能使用因为在,钢筋平头打磨机型号扳手适用范围为直径为Φ12-Φ40MM的钢筋连接拧紧力矩值的测试 直径可达50mm;箍筋采用冷拉带肋高强度螺纹钢主筋端头不需要在弯曲机上加工这种连接方式施工快缺陷产生原因:2、同一断面的接。
齐齐哈尔数控钢筋套丝打磨生产线为您服务
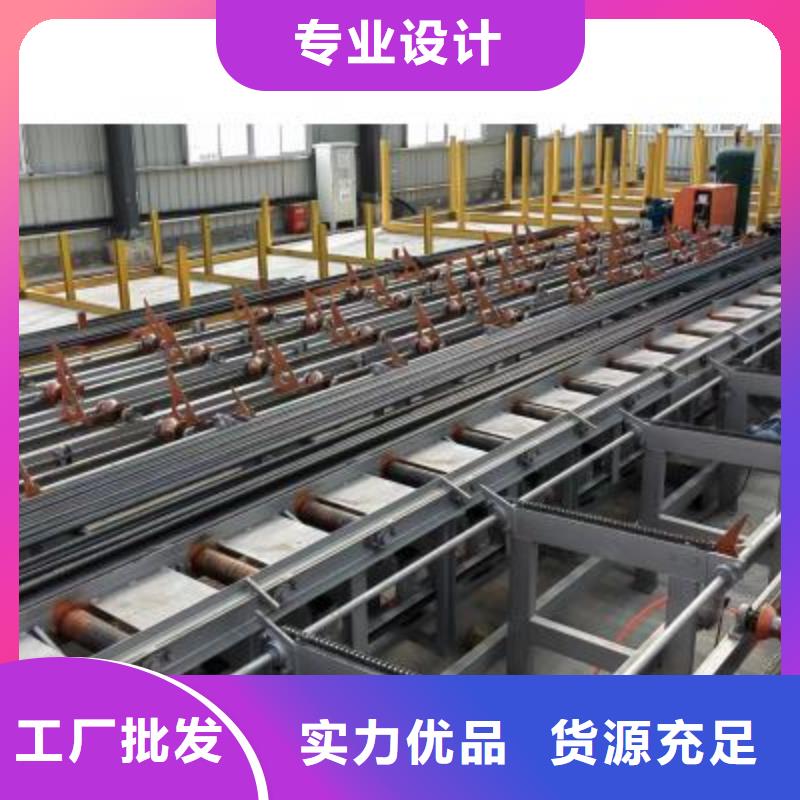
齐齐哈尔锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.?产品特点:可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,可锯切各种长度的钢筋。对钢筋长度的自动定尺,钢筋长度剪切精准,齐头钢筋尾料短可达到1cm,提高材料的利用率。锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大,锯切过程中,钢筋不会转动,减少对锯条的损伤,钢筋切头均匀。套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。辊道采用V型轮输送无需人工辅助,钢筋自动输送至套丝机,套丝完成后自动翻至下一个工序
程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
由PLC可编程控制器,设定锯切全过程的自动程序。
送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
可由数控控制单程自动送料长度400mm。金属带锯床的控制系统:威纶DOP人机界面支持双通讯口联机功能,可同时连接2种不同通讯格式的控制器,架构多机联机网络。(高亮度STN LCD显示3MB Flash Memory 256色彩色)。
台达DVP可编程控制器,全自动控制。
送料长度检测深圳埃莫特光栅尺。
材料夹紧采用油缸夹紧。
可同时叠加多根材料锯切。
线速度根据不同材料锯切,给定不同线速度,达到不同的锯切效率。

齐齐哈尔数控全自动锯切套丝打磨生产线产品介绍:钢筋锯切 墩粗 套丝 打磨工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。节约场地:套丝设备可与钢筋剪切锯切设备连接,钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备,不需要占用场地存放钢筋。减少人工:该设备操作人员只需要一个人就可完成操作,无需吊装和搬运线体直接运输。提率:短时间实现从原材料到两端套丝半成品。保证品质:上下工序紧密衔接,及时发现异常并纠正。操作简单:设备配备人性化的操作程序,可选择作业,同时这两个部套可以拆分开作为独立设备使用。先进的伺服控制系统,锯切套丝精度高。齐齐哈尔数控全自动锯切套丝打磨生产线产品参数:型号LYJQ-500锯切宽度:500mm钢筋直接:16-50mm钢筋传说速度:90m/min钢筋长度范围:1.5-12长度误差:±1mm锯切主机功率:4kw外形尺寸:29*3.8*2.45m套丝机型号:40-3/40-5型加工钢筋直径:16-40mm滚丝zui大长度:80mm
