

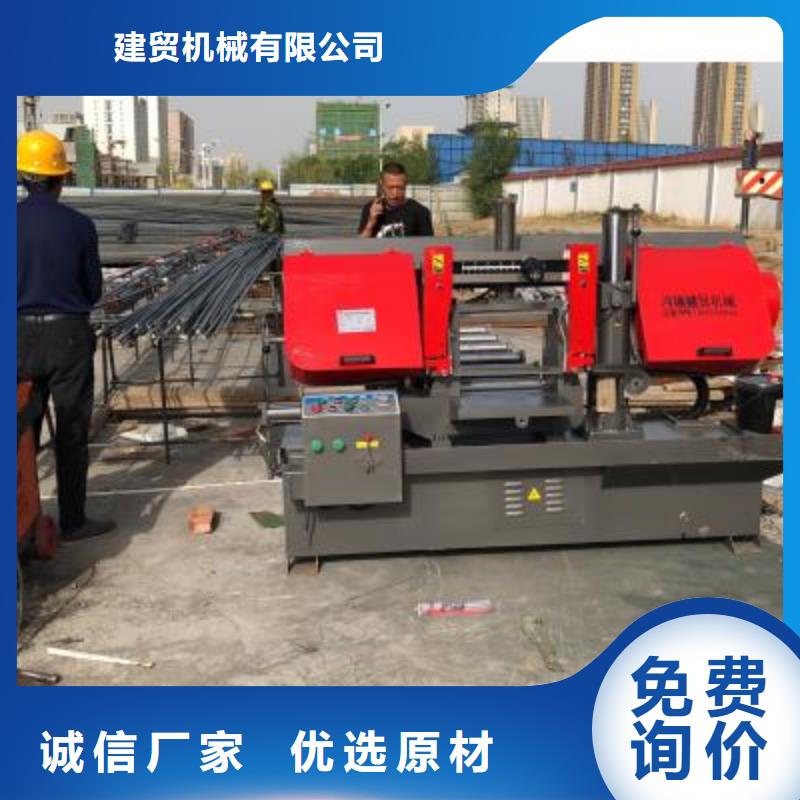


果洛钢筋锯切套丝打磨生产线为您服务

果洛锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.产品特点:1、可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。2、钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,采用编码器测量,可达±2mm,可锯切各种长度的钢筋。3、对钢筋长度的自动定尺,钢筋长度剪切精准,齐头钢筋尾料短可达到1cm,提高材料的利用率。4、锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大,锯切过程中,钢筋不会转动,减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、套丝辊道采用V型轮输送,无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后可自动翻至下一个工序;V型采用耐磨材料。 7、加强型套丝机,使用寿命长,可实现钢筋的自动夹紧、自动剥肋套丝,降低工人劳动强度,提高生产效率。8、设备可根据钢筋一端套丝或是两端套丝自动选择套丝流程,也可以根据客户要求(墩粗套丝)用来实现率的生产流程。

1、底座、滑座、工作台、立柱、主轴箱等主要基础件采用高刚性的铸铁结构,保证了基础件的高刚性和抗弯减震性能;基础件采用树脂砂造型并经过时效处理,确保机床长期使用的精度稳定性,为机床性能的可靠性提供了保障。
2、X、Y向导轨均为专业导轨,导轨面无进给运动的摩擦阻力,无低速爬行现象,提高机床精度寿命;
3、X、Y三个方向进给采用知名品牌的高精度高强度滚珠丝杠,进给速度高,机床的定位精度高;
4、X、Y方向导轨、丝杠都采用密闭防护,保证丝杠及导轨的清洁,确保机床的传动及运动精度;
5、机床外防护采用全封闭结构设计,可靠;可选用半防护结构。
6、机床操作系统采用人体工程学原理设计,操作方便;
不伤工件外表。金属圆锯机又名切管机,而一般的金属圆锯机(切管机),望文生义,能够通切一些常见的金属:铜、铁、铝、不锈钢等。带锯机主要由床身、锯轮、上锯轮升降和仰俯设备、带锯条张紧设备、锯条导向设备、工作台、导向板等组成。带锯床床身由铸铁或钢板焊接制成。锯轮分有幅条式的上锯轮和幅板式的下锯轮;下锯轮为主动轮,上锯轮为从动轮,上锯轮的分量应比下锯轻2.5~5倍。锯床锯切的精度禁绝确是啥原因?a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。
如何让您使用的带锯床更稳定使用寿命更长请做到以下几点:
在带锯床杰出光滑的基础上,锯床日常耗油量定额和定量换液压油,做好废油收回退库作业,留意设备是不是有漏油现象,避免浪费。
依照光滑卡片规则的时刻规则对锯床变速箱加油、添油和清油,对储量大的油,应按规则时刻抽样化验,视液压油质情况断定清洗换油,循环过滤及抽验周期。
按带锯床光滑图表上的规则,对设备日常加油、添油和清洗换油的分工是保证设备正常运用的要点。
