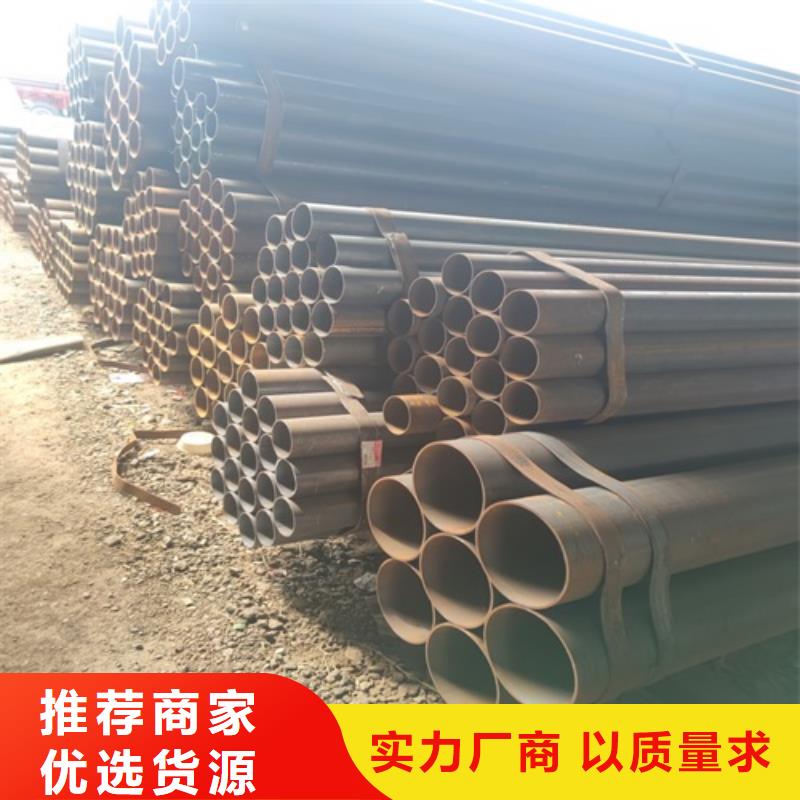
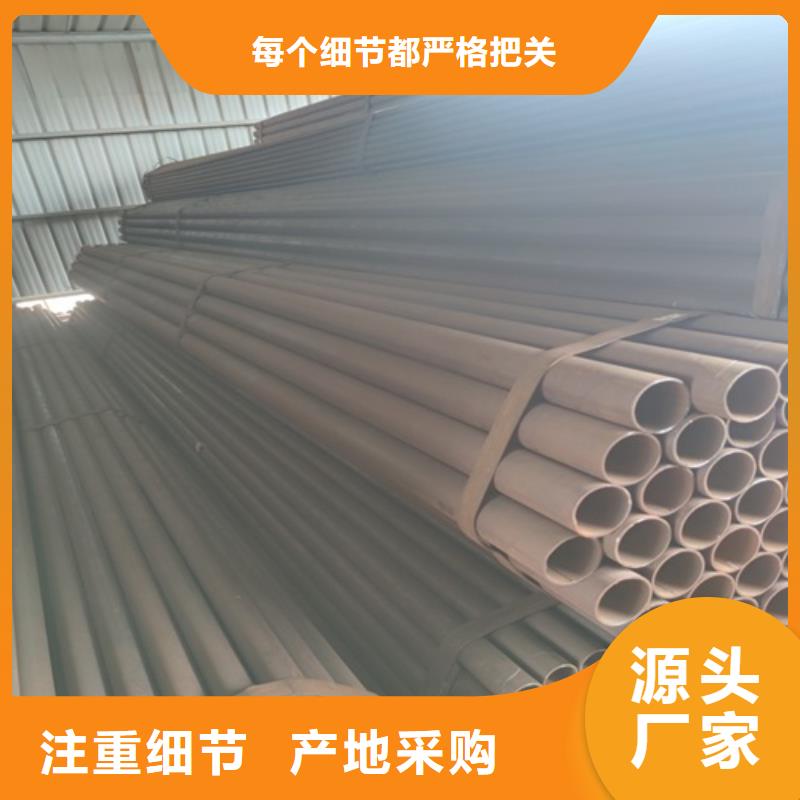
直缝厚壁焊管源头好货
- 更新时间: 2024-11-05 19:35:00 浏览次数:2
- 产品报价: ¥电议
- 联系人: 李经理
- 公司地址: 聊城山东聊城经济开发区武夷山路 发货到泸州
以下是:直缝厚壁焊管源头好货的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 100000吨 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q345 Q235等 |
|---|
| 产品品牌 | 鹏鑫 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 原色 |
|---|
| 适用领域 | 机械等 |
|---|
| 是否进口 | 否 |
|---|
导读 在四川省泸州市采买直缝厚壁焊管源头好货到鹏鑫钢铁有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-15106358106,QQ:595117986,地址:《聊城山东聊城经济开发区武夷山路发货到四川省 泸州市 江阳区、纳溪区、龙马潭区、泸县、合江县、叙永县、古蔺县》。 四川省,泸州市 泸州是全国区域中心城市,川渝滇黔结合部区域中心城市和成渝地区双城经济圈南翼中心城市、重要的商贸物流中心,长江上游重要的港口城市,全国Ⅱ型大城市,也是历史文化名城,具有两千多年历史文化;形成了以名酒文化、生态文化、红色文化、历史文化、长江文化为代表的五大特色旅游资源;拥有4A级旅游景区14个,3A级旅游景区8个,2A级旅游景区10个。泸州市是四川培育壮大的七大区域中心城市之一,是长江中上游地区第二大集装箱码头,四川第三大航空港;也是第三批新型城镇化综合试点地区、跨境电子商务综合试验区。泸州市先后获得过联合国改善人居环境范例奖(迪拜奖)、中国地级市民生发展100强、卫生城市、中国旅游城市、森林城市、园林城市、全国文明城市、水生态文明城市等荣誉。


焊管高频焊接方法 焊管采用这种焊接方法时,接触头可设置在离会合点不同距离上。管坯运动时,接触头可沿待焊边上面或下面滑动。接触头从上面放置在待焊边上的方案用得*广,因为采用这种方案可以使焊接装置结构简单可靠。焊管高频焊接主要是利用高频电流的趋肤效应和邻近效应,使电流高度集中在待焊边上,从而能在百分之一秒时间内将其加热到焊接温度1230℃左右,然后在挤压辊的作用下进行压力焊接。 焊管高频焊接方法,根据向被焊件馈电方式不同,可分为传导馈电和感应馈电两种。采用传导馈电焊接时,借助于两个接触头2和3把高频电流传到管坯1上。焊接电流沿管坯坡口两侧流过,并通过挤压辊5附近的坡口两侧会合点形成回路。在管坯两侧坡口上的电流方向是相反的,因此,邻近效应使电流集中于坡口的表面, 电流频率越高,电流就越集中于其表面。阻抗器4提高了坡口加热的集中程度,因为它增大了电流环绕管坯流过的感抗。 现在的焊管焊接技术已经时发展的非常纯熟,开始慢慢的摆脱之前的老套,逐渐采用全新的技术,并且严格保证了焊缝技术的优越性。未来的钢材市场,科技市场中国必将走在前沿。


始终秉承泸州焊管厂品质、优质、良好服务之经营理念,积累5年泸州焊管厂的产品生产营销经验,真正拥有泸州焊管厂核心技术。始终致力于泸州焊管厂产品服务的提供、研发。力求让客户对我们的泸州焊管厂产品服务永远满意,真正使合作过程轻松、愉悦、互利共赢。


总结 您是想要在四川省泸州市采购高质量的直缝厚壁焊管源头好货产品吗?鹏鑫钢铁有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的直缝厚壁焊管源头好货产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-15106358106,QQ:595117986,地址:《山东聊城经济开发区武夷山路》。