


联系我们

当前位置:
绿洲金属科技有限公司
佛山当地行业新闻News
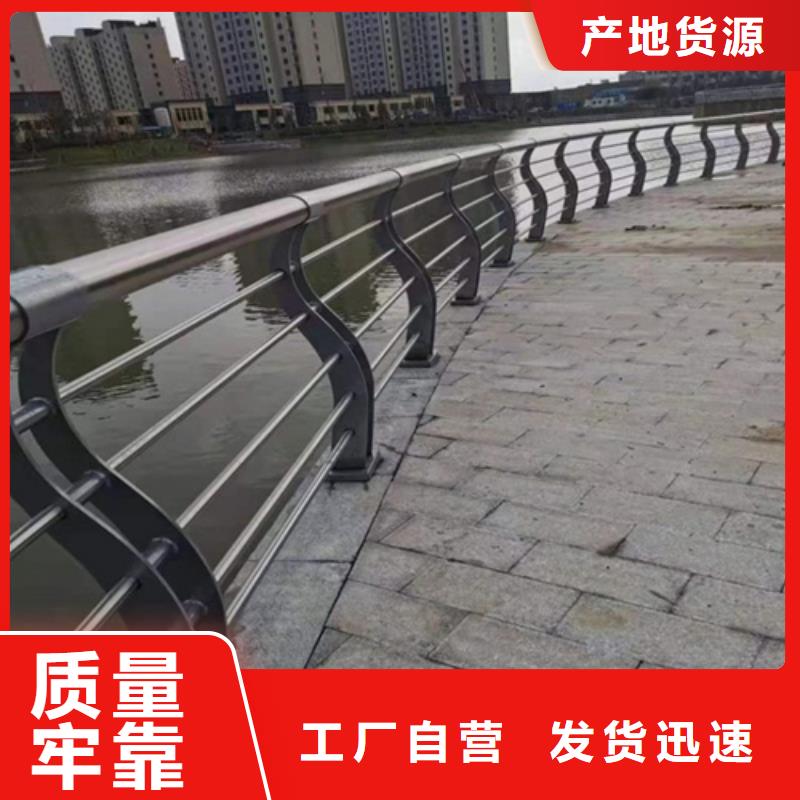
316不锈钢桥梁护栏不锈钢复合管扶手
更新时间:2024-11-15 00:05:56 浏览次数:2 公司名称: 绿洲金属科技有限公司
以下是:316不锈钢桥梁护栏不锈钢复合管扶手的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 185/米 |
| 发货期限 | 3-5天 |
| 供货总量 | 9999 |
| 运费说明 | 物流 |
| 最小起订 | 50 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 复合管 不锈钢 铝合金等 |
| 产品品牌 | 聊城绿洲金属 |
| 产品规格 | 按图纸要求 |
| 发货城市 | 聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 白 蓝 红 灰等 |
| 适用领域 | 桥梁 河道 道路 景区防护等 |
以下是:316不锈钢桥梁护栏不锈钢复合管扶手的图文视频





316不锈钢桥梁护栏不锈钢复合管扶手,绿洲金属科技有限公司为您提供316不锈钢桥梁护栏不锈钢复合管扶手产品案例,联系人:夏经理,电话:13181093766、13181093766,QQ:279971308,发货地:经济技术开发区华建一街区10号办公楼605发货到广东省 佛山市 禅城区、南海区、顺德区、三水区、高明区。 广东省,佛山市 佛山市,广东省辖地级市、特大城市,是国务院确定的中国重要的制造业基地、珠三角地区西翼经贸中心和综合交通枢纽。截至2022年,全市下辖5个区,总面积3797.72平方千米,常住人口955.23万人,城镇人口909.57万人,城镇化率95.22%。
 绿洲金属科技有限公司
佛山市316不锈钢桥梁护栏不锈钢复合管扶手
不锈钢复合管桥梁护栏经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果,而且不锈钢护栏在冷加工、热加工、焊接等方面都具有良好的物理性能。
不锈钢复合管护栏是指设置于桥梁上的护栏。其目的是为了防止失控车辆越出桥 外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能。设置部位主要在桥侧、中央分隔带处、人车分界处;埋置方式主要有立柱直接埋入、法兰盘连 接、一体浇筑;护栏的防撞等级有:PL1、PL2、PL3,根据防撞等级提供的设计条件设计护栏。
绿洲金属科技有限公司
佛山市316不锈钢桥梁护栏不锈钢复合管扶手
不锈钢复合管桥梁护栏经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果,而且不锈钢护栏在冷加工、热加工、焊接等方面都具有良好的物理性能。
不锈钢复合管护栏是指设置于桥梁上的护栏。其目的是为了防止失控车辆越出桥 外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能。设置部位主要在桥侧、中央分隔带处、人车分界处;埋置方式主要有立柱直接埋入、法兰盘连 接、一体浇筑;护栏的防撞等级有:PL1、PL2、PL3,根据防撞等级提供的设计条件设计护栏。
 不锈钢复合管桥梁护栏焊接工艺
先焊复合层,再焊基层。工艺流程:密封层——打底焊——过渡层——填充层——面层。
1) 焊接管道对边时,管道内壁应平齐,内壁数量不应超过管壁厚度的10%,且应≤2mm。
2) 焊接时应尽量采用多层焊接,每层焊道接头应尽量错开,焊道不宜过宽过厚。
3) 焊管在点焊时必须充氩,以保证焊管的焊接质量。打底焊时,倒焊位置用内丝填充,立焊、平焊用外丝填充。
4) 引弧应在坡口内进行,禁止在非焊接部位引弧。连接点应保证电弧穿透和熔合。熄弧时应填满弧坑。
5) 焊丝不应接触钨极或直接进入电弧的弧柱区,以防止电弧的稳定性受到损害和夹钨缺陷的发生。焊丝的末端不得离开保护区以防止焊丝氧化。
6) 通道间温度控制在150℃以下。施工时采用焊缝两侧水冷。在焊缝两侧距焊缝80mm处的钢管上包上湿毛巾,使焊缝温度尽快降低到150℃以下。
不锈钢复合管桥梁护栏焊接工艺
先焊复合层,再焊基层。工艺流程:密封层——打底焊——过渡层——填充层——面层。
1) 焊接管道对边时,管道内壁应平齐,内壁数量不应超过管壁厚度的10%,且应≤2mm。
2) 焊接时应尽量采用多层焊接,每层焊道接头应尽量错开,焊道不宜过宽过厚。
3) 焊管在点焊时必须充氩,以保证焊管的焊接质量。打底焊时,倒焊位置用内丝填充,立焊、平焊用外丝填充。
4) 引弧应在坡口内进行,禁止在非焊接部位引弧。连接点应保证电弧穿透和熔合。熄弧时应填满弧坑。
5) 焊丝不应接触钨极或直接进入电弧的弧柱区,以防止电弧的稳定性受到损害和夹钨缺陷的发生。焊丝的末端不得离开保护区以防止焊丝氧化。
6) 通道间温度控制在150℃以下。施工时采用焊缝两侧水冷。在焊缝两侧距焊缝80mm处的钢管上包上湿毛巾,使焊缝温度尽快降低到150℃以下。


选购316不锈钢桥梁护栏不锈钢复合管扶手来广东省佛山市找绿洲金属科技有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:夏经理-13181093766,{QQ:279971308},地址:[经济技术开发区华建一街区10号办公楼605]。