






恩施 酸洗钝化无缝钢管冷库专用现货
酸洗钝化无缝钢管的特点:
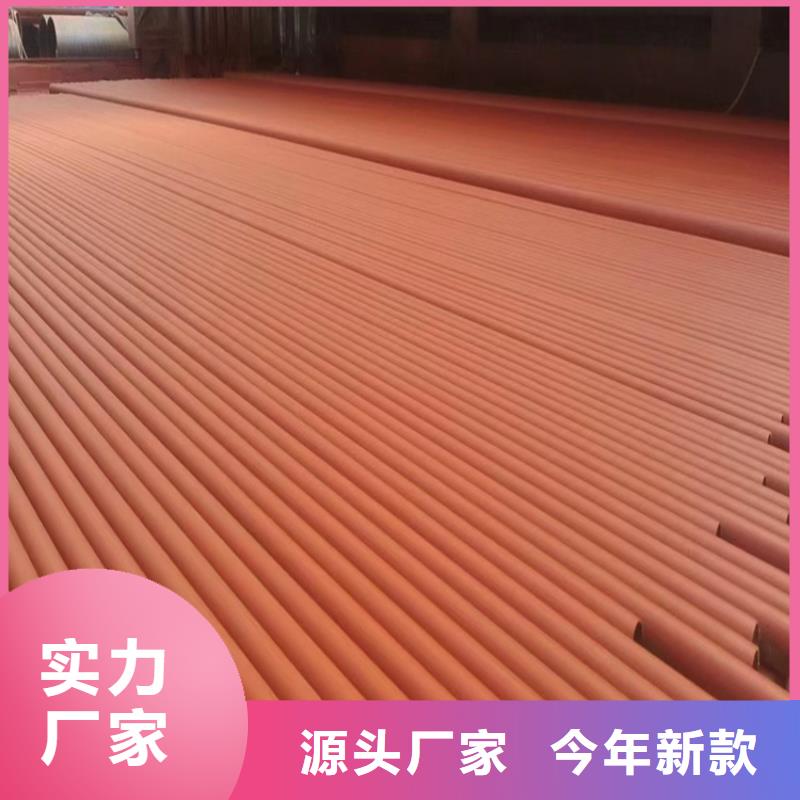
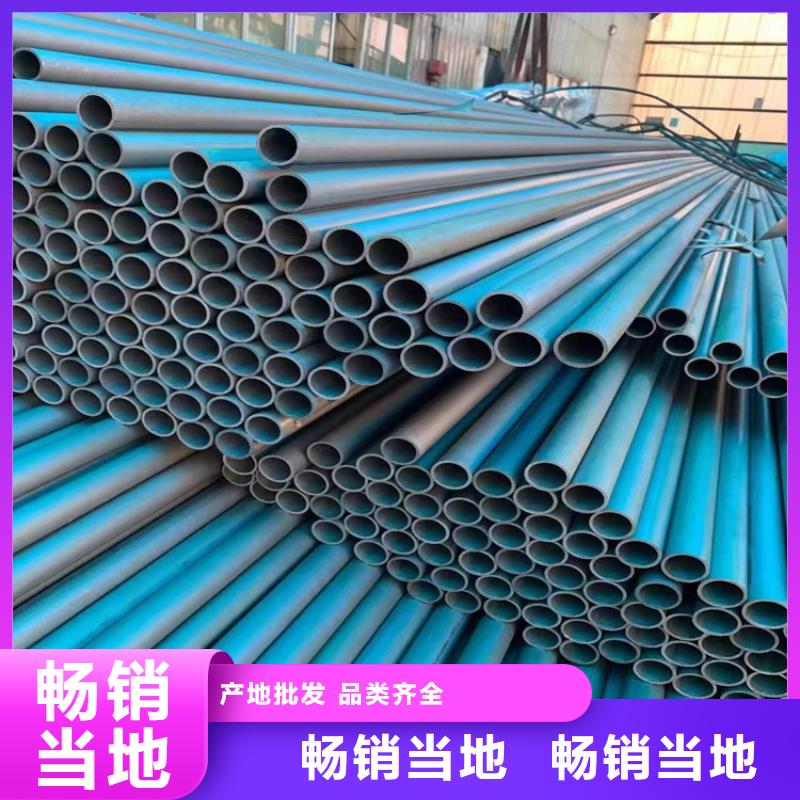
酸洗钝化是一种化学反应,用以去除无缝钢铁表面的腐锈现象。对钢管酸洗钝化,各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,大大提高抗腐蚀性能。
酸洗钝化无缝钢管的必要性:
无缝钢管具有较好的低温性能及优良的机械加工性能。因此广泛用于化工、石油、动力、核工程、航天航空、海洋、医药、轻工、纺织等部门。其主要目的在于防腐防锈。工程上通常进行酸洗钝化处理,使无缝钢管耐蚀潜力发挥得更大。在设备与部件在成形、组装、焊接、焊缝检查 (如探、耐压试验)及施工标记等过程中带来表面油污、铁锈、非金属脏物、低熔点金属污染物、油漆、焊渣与飞溅物等,这些物质影响了设备与部件表面质量,破坏了其表面的氧化膜,降低了钢的抗腐蚀性能和抗局部腐蚀性能(包括点蚀、缝隙腐蚀),甚至会导致应力腐蚀破裂。无缝钢管表面清洗、酸洗与钝化,除***大限度提高耐蚀性外,还有防止产品污染与获得美观的作用。
恩施 酸洗钝化无缝钢管的原理:
酸洗钝化无缝钢管的目的之一是为钝化处理创造有利条件,保证形成优质的钝化膜。因为通过酸洗使无缝钢管表面的氧化皮被腐蚀掉,酸液的化学活性使得缺陷部位的溶解率比表面上其它部位高,因此酸洗可使整个表面趋于均匀平衡,一些原来容易造成腐蚀的隐患被掉了。但更重要的是,通过酸洗钝化,铁与铁的氧化物被溶解,造成无缝钢管钝化膜表面富集,这种钝化膜的电位可达+1.0V(SCE),接近贵金属的电位,提高了抗腐蚀的稳定性。不同的钝化处理也会影响膜的成分结构,从而影响不锈性,如通过电化学改性处理,可使钝化膜具有多层结构,在阻挡层形成CrO3或Cr2O3,或形成玻璃态的氧化膜,使无缝钢管能发挥***大的耐蚀性。
恩施 酸洗钝化无缝钢管操作过程可根据不锈钢管的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的情况确定),至表面污垢,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净,好再用碱水或石灰水冲洗中和。1.准备工作2.化学除恩施 油1)化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。2)使用12~15的(按体积)进行化学除油处理,温度为40℃~60℃,时间为2~4小时。3)管件在槽内浸泡时,应注意放置的位置,避免管内存留空气。4)浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提果。必要时取出管件,用水气冲洗后再进行浸泡。5)化学除油直至管件表面被水润湿。
恩施 酸洗钝化无缝钢管是只此于无缝管的一种非常主要的不锈钢板材,它的具体的基本功能和相应的特性是非常主要的,因而得话许多的领域中也全是使用的,因此生产厂家全是生产制造的比较多的,尤其是*近几年生产厂家也是不断的。尽管是使用的是比较多的,可是还有许多的工艺优点是学不会的,许多的顾客针对酸洗钝化无缝钢管的把控是非常小的,也是有许多的是不可以实现应用的,在使用酸洗钝化无缝钢管的过程中也是产生许多的问题和问题的,较为普遍的一种问题便是酸洗钝化无缝钢管的锈蚀问题,这是一个较为广泛的问题,可是依然有很多的顾客是无法恰当去防锈处理的,结论是愈来愈槽糕,锈蚀是更为了不起,因而必须把握较好的除锈方法才算是比较好的。普遍的酸洗钝化无缝钢管防锈处理的方法是什么呢?第1种方法:酸洗钝化一般用化工和电解法两类方式做酸洗钝化解决,钢管防腐只使用有机化学酸洗钝化,可以氧化皮、锈迹、旧镀层,有时候可以用其做为抛丸除锈后的再解决。化学水处理尽管能使表层做到一定的洁净度和表面粗糙度,但其锚纹浅,并且易对自然环境产生环境污染。二:清理运用有机溶剂、溶剂清理不锈钢板材表层,以做到油、植物油脂、尘土、润滑液和相近的有机化合物,但它无法除去不锈钢板材表层的锈、氧化皮、焊粉等,因而在防腐蚀制造中只当作协助方式恩施。三:专用工具防锈处理关键运用钢丝球等设备对材料外表完成打磨抛光,可以除去松脱或拱起的氧化皮、锈迹、焊疤等。冷拔无缝管手动工具防锈处理能到达Sa2级,驱动力专用工具防锈处理可做到Sa3级,若不锈钢板材表层粘附坚固的锌灰,专用工具去锈功效不理想化,达不上防腐需要的锚纹深层四:喷(抛)射防锈处理喷(抛)射防锈处理是利用功率大的电动机推动喷(抛)射叶面高速运转,使钢砂、钢球、钢丝段、矿物等耐磨材料在向心力的作用下对管材表层开展喷(抛)射解决,不但可以完全锈迹、金属氧化物和废弃物,并且无缝钢管在耐磨材料强烈撞击和摩擦力的效果下,还能做到所必须的匀称表面粗糙度。喷(抛)射防锈处理后,不但可以扩张管道表层的物理化学吸咐功效,并且可以提高防腐蚀层与管道表层的机械设备粘附功效。以上是酸洗钝化无缝钢管关键的防锈处理的具体的方法步骤和方法,大伙儿需要要恰当去防锈处理,那样的话是避免了许多的消耗的,可以节省许多的资产,给公司挽留许多的损害的!
恩施 待酸洗钝化无缝钢管桩施工结束后,人力往桩内灌沙至桩顶,并在钢板桩上方加焊桩盖,与此同时在外面壁加焊8~12根20mm的钢筋锚固建筑钢筋。酸洗钝化无缝钢管施工技术酸洗钝化无缝钢管生产工艺流程:(1)原料即热轧带钢卷,焊条,助焊剂。在资金投入前必须通过严谨的理化检测。(2)热轧带钢首尾连接,选用拉丝或双丝电弧焊接,在叠成无缝钢管后使用自動电弧焊焊补。(3)成形前,热轧带钢通过矫平、剪边、刨边,表层运输和予弯边解决。(4)选用电接点压力表操纵皮带输送机两侧压下液压缸的工作压力,保证了热轧带钢的稳定运输。(5)选用外控或内部控制辊式成形。(6)选用焊接空隙操纵设备来确保焊接空隙能够满足电焊焊接规定,管经,错边量和焊接空隙都获得严谨的操纵。(7)内焊和外焊均选用美国林肯直流焊机开展拉丝或双丝电弧焊接,进而得到平稳的激光焊接品质。(8)焊好的焊接均通过线上持续超音波全自动伤仪查验,确保了100%的螺旋式焊接的无损检测技术普及率。若有缺点,全自动警报并喷漆标识,生产制造职工以此随时随地调节加工工艺主要参数,立即缺点。(9)选用气体等离子切割机将无缝钢管切割成单条。(10)切割成单条无缝钢管后,每次无缝钢管都需要开展严苛的全检规章制度,查验焊恩施 接的物理性能,有机化学成分,融合情况,无缝钢管表层质量及其通过无损探伤检测,保证制管加工工艺达标后,才可以宣布资金投入生产制造。(11)焊接上面有持续声波频率探伤检测标识的位置,通过手动式超声和X射线复诊,如确实有缺点,通过修复后,再度通过高质量检测,直到确定问题早已。(12)热轧带钢对接焊焊接及与螺旋式焊接交点的丁型连接头的所属管,所有通过X射线电视机或拍片子查验。(13)每根无缝钢管通过静水压力实验,工作压力选用切向密封性。实验工作压力和時间都由无缝钢管压力微型机检验设备严控。实验主要参数全自动打印记录。(14)液压钢管机械加工制造,使内孔垂直角度,坡嘴角和钝边获得操纵。
