



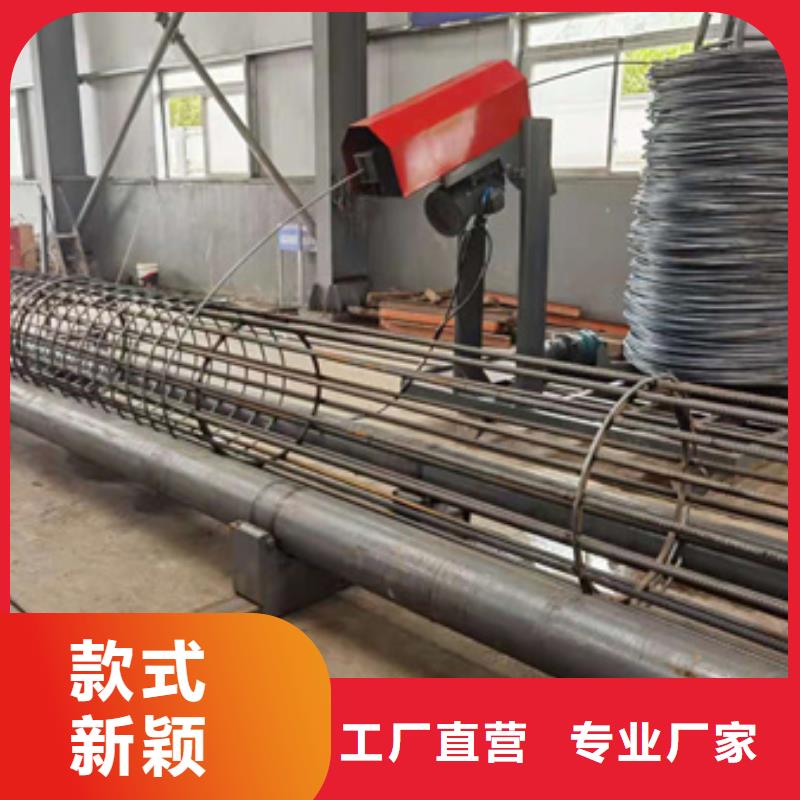
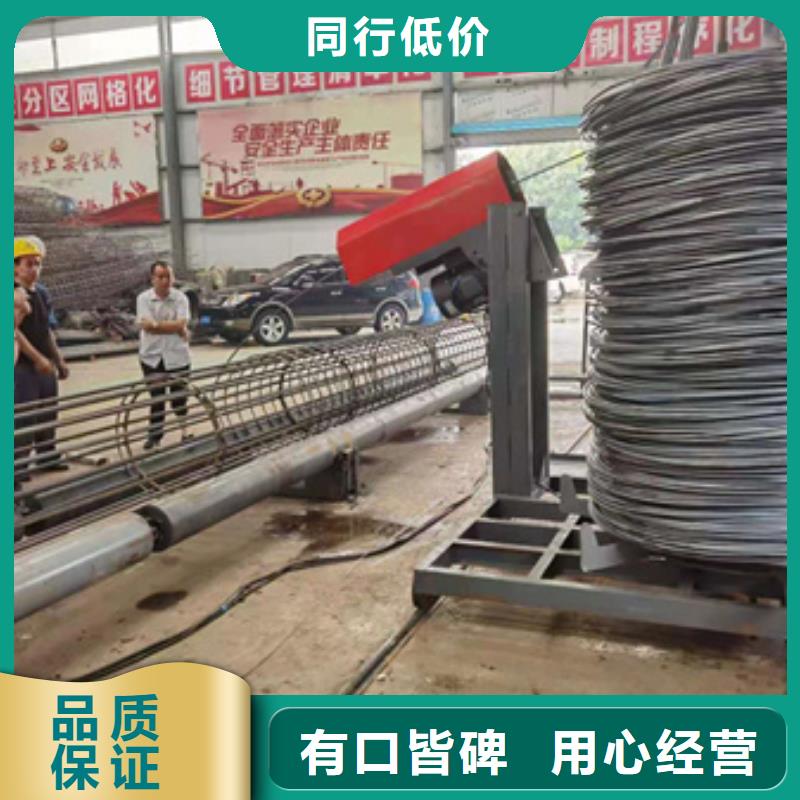
钢筋笼绕筋机是一种专门缠绕钢筋笼外部绕筋的数控设备。施工单位用人工把钢筋笼的主筋和内部加强圈焊接成钢筋笼的大致骨架,然后放到钢筋笼绕筋机上进行绕筋的缠绕钢筋笼绕筋机的主要优缺点:1、钢筋笼绕筋机生产的钢筋笼比人工生产要标准的多。常用桩径的钢筋笼一米的绕筋误差在3cm左右。2、生产速度快。来一米直径的12米长度钢筋笼来说,钢筋笼绕筋机只需要20—30分钟就可以生产完毕。绕筋机主机;含机架底座胶辊传动等。胶辊带动钢筋笼转动,按图纸设计间距,配合小车缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。钢筋笼起吊时,要求吊车司机操作准确平稳,对准桩位。焊完一节主箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。质量稳定机械化作业不受人为因素影响,长时间工作可稳定质量不变。适合各种主筋箍筋数量形式型号大小长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。转运便捷组合式设计使搬运安装生产等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机业。功耗低总功率不到KW同步工作不到KW节能而且不影响总电容的配比。流水线形式施工不受各工序影响,不间断完成主筋箍筋焊接成型绕筋施焊等全部。
<广元>建贸机械设备有限公司
钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。随着科技的发展和对建筑工程的要求不断,现在很多的施工现场特别是路桥和高铁等项目都用机械来取代原来的人工来加工钢筋。比如钢筋笼的制作,钢筋的弯曲,箍筋的制作等。钢筋笼滚焊机和钢筋笼绕筋机是近几年出现的专业制作钢筋笼的自动化设备。目前很多的项目甲方和监理要求必须要上设备才能让施工方施工。当然也有很多地区这种设备还没有普及,就简单向大家介绍一下这两种设备的主要功能和区别。
<广元>建贸机械设备有限公司 广元生产钢筋笼卷笼机_品牌厂家
广元生产钢筋笼卷笼机_品牌厂家
钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。随着科技的发展和对建筑工程的要求不断,现在很多的施工现场特别是路桥和高铁等项目都用机械来取代原来的人工来加工钢筋。比如钢筋笼的制作,钢筋的弯曲,箍筋的制作等。钢筋笼滚焊机和钢筋笼绕筋机是近几年出现的专业制作钢筋笼的自动化设备。目前很多的项目甲方和监理要求必须要上设备才能让施工方施工。当然也有很多地区这种设备还没有普及,就简单向大家介绍一下这两种设备的主要功能和区别。
 <广元>建贸机械设备有限公司
jmc
<广元>建贸机械设备有限公司
jmc
新型工地钢筋笼绕筋机是一种由PLC控制的加工生产钢筋笼的设备,替代钢筋笼人工及手工捆绑的加工工艺,实现钢筋笼质量的增强及大批量的生产,为桥梁、桩基钢筋笼制造的率,高利润,做出了巨大贡献。使用新型工地钢筋笼绕筋机加工钢筋,速度相对来说比较快,且加工的质量也比较可靠,使用数控钢筋笼滚焊机定尺弯箍时会有误差,这是什么原因导致的呢? 1、钢筋顶动钢筋笼滚焊机的定尺板,受料架上定尺板及拉筋有一定质量,存在滑动摩擦力,因为就会出现误差。 2、因为钢筋在行走且锤头位置不确定,因此用数控钢筋笼滚焊机定尺弯箍就会存在一定误差。 3、钢筋笼滚焊机定长,是到位后迫使钢筋停止前进,获得需要的弯箍精度,夹棍与钢筋间存在相对运动打滑,钢筋越长误差越严重。 新型工地钢筋笼绕筋机系统通电后的检查:(1)首先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。 (3)CNC装置的各种参数。包括系统参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。 (4)当数控装置与机床联机通电时,应在接通电源的同时,作好按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。 (5)在手动状态下,低速进给移动各个轴,并且注意观察机床移动方向和坐标值显示是否正确。钢筋笼绕筋机结构钢筋笼绕筋机主机:含机架、底座、胶辊、传动系统等。胶辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。