



联系我们

选购钢筋笼盘丝机认准建贸机械设备有限公司
更新时间:2024-11-09 00:57:01 浏览次数:1 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
| 名称 | 钢筋笼绕筋机 |




选购钢筋笼盘丝机认准建贸机械设备有限公司
比如您购买的弯曲机能弯曲大直径在12毫米的钢筋,但却要用该机弯曲直径在13毫米甚至更大直径的钢筋,岂知这对弯曲机的弯曲辊、机身构造和电机等都会造成严重的损害。轻者需要对有关配件进行更改,重者会造成机器的报废,所以奉劝客户朋友请严格按照机械设备的操作规范进行正确的使用。

1、品牌因素不通厂家钢筋绕筋机质量不同,价格也不同。且不同品牌,材质不同,成本在无形之中也就有了差别。除此之外,大品牌的产品一般厂家规模很大,无论是在经营还是其他方面,所耗费的资金分摊到机器中,价格也就高了起来,但大厂家的产品售后一般有保障。2、地域因素同一件产品,不同地区的价格也不同。对于钢筋绕筋机价格来说,由于地区间的经济差异,商品所在厂家差异,厂家员工的成本等,也会造成钢筋绕筋机的报价不同。3、质量因素现在市场上钢筋绕筋机质量良莠不齐,质量有好有坏。价格自然也不同。钢筋绕筋机施工过程中起到非比寻常的作用,所以在选择的时候,要选择质量较好的机器。4、服务因素如果产品质量相同价格不同,可能厂家技术支持和售后服务有差别。一家公司如果有着强大的技术支持以及专业的售后服务,可能这家的机器价格较高,但都是物有所值。
不管再结实的全自动钢筋弯曲中心,也经不起“连轴转”似的生产,这很容易其机体结构出现”疲劳“,机体结构变形、弯曲辊出现裂纹与电机过热等现象。所以在使用弯曲进行钢筋弯曲作业时,应让其“劳逸结合”,切勿进行满负荷的连续生产
组合扳手一个,切线平板牙一副,采用螺纹钢车丝机制作出来的产品一次成型,速度以及效率都非常高,而且制作出来的螺纹标准。当然,这也得益于圆钢套丝机本身采用的就是通用的圆板牙,自然制作出来的螺纹也标准。小型螺纹钢车丝机在套丝的过程中,它的圆钢是不转的,仅仅是板牙在转,这样子有一个好处,就是不管再长的圆钢也可以制作螺纹。套丝机又名电动套丝机绞丝机螺纹钢车丝机是把1980年前的手动管螺纹绞板电动化。它使管道安装时的管螺纹加工变得轻松,快捷。降低了管道安装工人的劳动强度。管螺纹套丝机由机体电动机减速箱,管子卡盘板牙头冷却系统组成.适用于各类建筑工程,自来水、煤气管、电气设备等安装工程作业中对钢管绞削管螺纹具有一次连续完成的功能。圆钢套丝机采用国际标准设计制造,结构合理、操作简易、维护方便、外型美观、使用可靠的升级换代改型产品。小型螺纹钢车丝机保养很重要。螺纹钢套丝机保养很重要,建议每天清洗油盘,如果油色发黑或脏污,应该清洗油箱,换上新油。此外,螺纹钢车丝机的工作结束后,清洗板牙和板牙头,检查板牙有无崩齿,齿间切屑,如果发现损坏应及时更换,更换板牙时不能只更换一个,应该更换一副,也就是四个板牙。为保证螺纹钢车丝机的前后轴承的润滑,在使用时应向主轴机壳上面的两只油杯加油,每天不能够少于两次。每周检查割刀的刀片,发现钝时要及时更换,同时每周清洗油箱过滤器。每月还需要检查设备磨损情况,如发现磨损严重时,必须更换。当螺纹钢车丝机长期不用时。应该拔掉电源插头,在前后导柱,还有其他运行面上涂抹防锈油,存放于通风、干燥处妥善保管。只有真正做好设备保养工作,才能更好的使用螺纹钢车丝机。钢筋直螺纹滚丝机。主要用于建筑工程带肋钢滚轧直螺纹丝头,是实现钢筋连接的关键设备。可加工直径16-40mm的HRB335和HRB400级带肋钢筋。钢筋直螺纹滚丝机,可一次装夹完成从剥肋到滚轧螺纹的加工过程。加工螺纹的牙形饱满,尺寸精度高,机械强度高。既可加工正扣螺纹,也可加工反扣螺纹。本机操作简单、结构紧凑、工作可靠,具有独特的刀具自动开合机构。可加工直径范围为16-40mm的HRB335和HRB400级钢筋。钢筋直螺纹滚丝机,由机架、钳、导轨、滑板、摆线针轮减速机、剥肋滚轧头、进给机构、自动开合机构、行程限位机构、冷却系统、电器控制箱、控制系统等部分组成。绕筋机
 选购钢筋笼盘丝机认准建贸机械设备有限公司
选购钢筋笼盘丝机认准建贸机械设备有限公司

锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
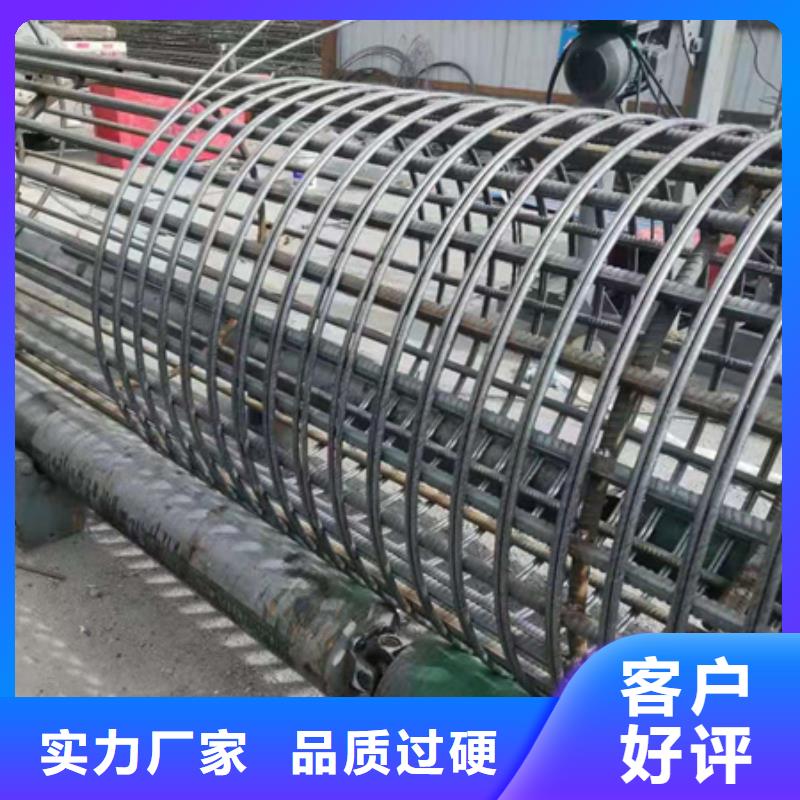
备齐一节钢筋笼所需箍筋按位置平放两胶辊上,绕筋机将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。