


1.首先要选择一个搭建场地:钢筋笼制作时要求防雨防潮,出入方便,然后就是拉好电源。
2.选购原材料:按图纸设计的要求选择钢筋,截取钢筋后并送到相关质量检测部门进行检验。用电弧焊焊接钢筋要按施工要求选择焊条,焊条的质量将会影响钢筋笼的质量。如果有条件可以买我司生产的钢筋笼滚焊机。
3.加工制作时应要求进行钢筋加工,将制作好的钢筋笼交于监理人员检验是否合格。
4.制作控制要点
钢筋加工前应检查钢筋表面有油渍、漆污、铁锈、浮皮等可用人工除锈,使其表面洁净
钢筋局部如果弯曲度超过标准的话,应矫直后才可使用。
钢筋笼绕筋机
1.首先要选择一个搭建场地:钢筋笼制作时要求防雨防潮,出入方便,然后就是拉好电源。
2.选购原材料:按图纸设计的要求选择钢筋,截取钢筋后并送到相关质量检测部门进行检验。用电弧焊焊接钢筋要按施工要求选择焊条,焊条的质量将会影响钢筋笼的质量。如果有条件可以买我司生产的钢筋笼滚焊机。
3.加工制作时应要求进行钢筋加工,将制作好的钢筋笼交于监理人员检验是否合格。
4.制作控制要点
钢筋加工前应检查钢筋表面有油渍、漆污、铁锈、浮皮等可用人工除锈,使其表面洁净
钢筋局部如果弯曲度超过标准的话,应矫直后才可使用。
钢筋笼绕筋机
承诺守信")
切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。
承诺守信")
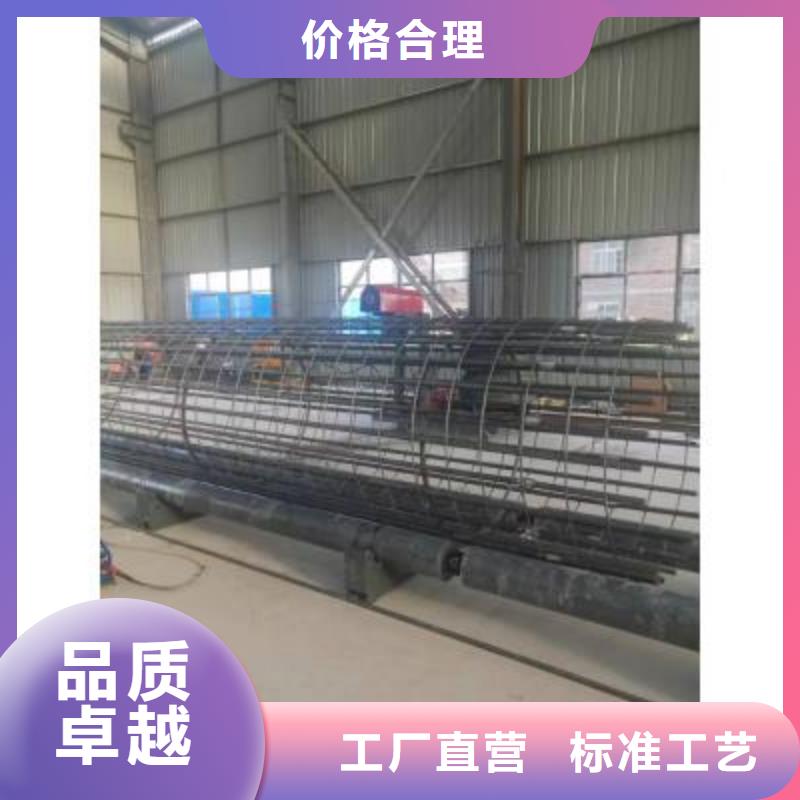
在桥梁隧道施工中,钢筋笼加工质量是基础建设重要环节。传统工轧制和焊接生产加工钢筋笼不仅效率低,而且加工钢筋笼质量不稳定。已经严重影响到工程建设工期和质量。钢筋滚焊机功能主机:含机架、底座、胶辊、传动系统等。胶辊旋转带动钢筋笼转动,按图纸设计间距,合小车移动缠绕箍筋成。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块工作。小钢筋滚焊机机体必须有可靠的接地。
钢筋笼绕筋机
临沂市(钢筋笼绕笼机)承诺守信
<临沂>建贸机械设备有限公司
b)上料 把主筋安放到主筋料架上,每次安放主筋的数母符合设计图纸中钢筋笼主筋数云要求;把口盘箍筋安放到箍筋料架上,并让箍筋穿过箍筋矫直机构;钢筋笼绕筋机
c)穿筋、固定 主筋通过分料盘穿过固定盘到移动盘,并在移动盘对其进行固定,主筋的间距符合设计图纸要求,按照设计图纸的要求,把加工好的加强钢筋箍放到主筋笼内;
d)起始焊接 将箍筋和主筋交叉焊接固定,箍筋并排连续绕两圈,并与主筋焊接牢固;
e)正常焊接 分料盘和固定盘同步旋转,使箍筋连续在主筋上缠绕,并进行焊接;同时移动盘按照箍筋间距设置的参数,在拖动系统下缓慢向前移动,并按照设计要求,对加强钢筋箍进行定位焊接;
f)终止焊接 一节钢筋笼箍筋焊接完成后.终止焊接作业;
s)切断箍筋 根据一节钢筋笼箍筋预留的长度,把箍筋切断;