




工地3000型濮阳钢筋笼绕筋机具有以下优点:(1) 设备只需1人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4) 具有焊接机器人,实现自动焊接。工地3000型濮阳钢筋笼绕筋机的制作质量要求如下:①、加工尺寸具体见护坡桩配筋图;②、制作前钢筋要除锈整直;③、主筋采用双面焊,帮条长度为双面焊5d,并保证主筋接头互相错开,同一截面的接头数量不多于主筋总数的50%,两个接头的间距应大于50cm。④、钢筋笼制作质量控制如下:主筋间距±10mm,箍筋间距±20mm,笼径±10mm,笼长±100mm;工地3000型濮阳钢筋笼绕筋机的注意事项:在安装钢筋笼绕筋机时,首先要到位防护措施,除此以外也要熟悉安装步骤,更要了解清楚安装过程中会呈现的隐患,并搞好应对措施。安装钢筋笼绕筋机的地方无需要平整,一旦不平衡的话要进行弄平整,假如不再是水平状态的话就能关系到设备的使用情况。使用钢筋笼绕筋机然后一定要到位维护工作,不管是在制作之前,抑或是在研发生产再然后,都要进行检查,设备出现异常的话要及时修理
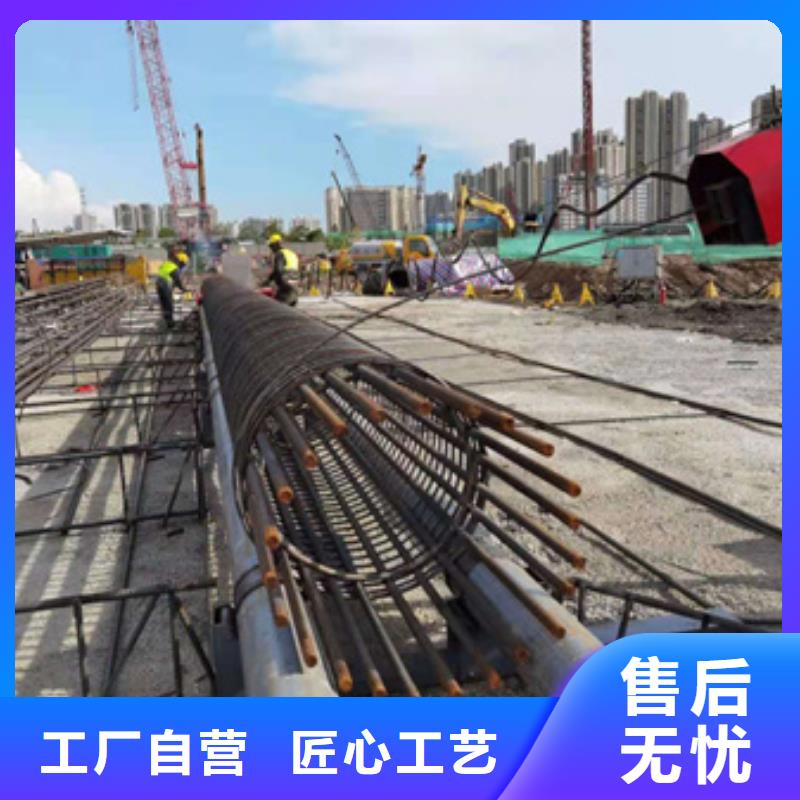
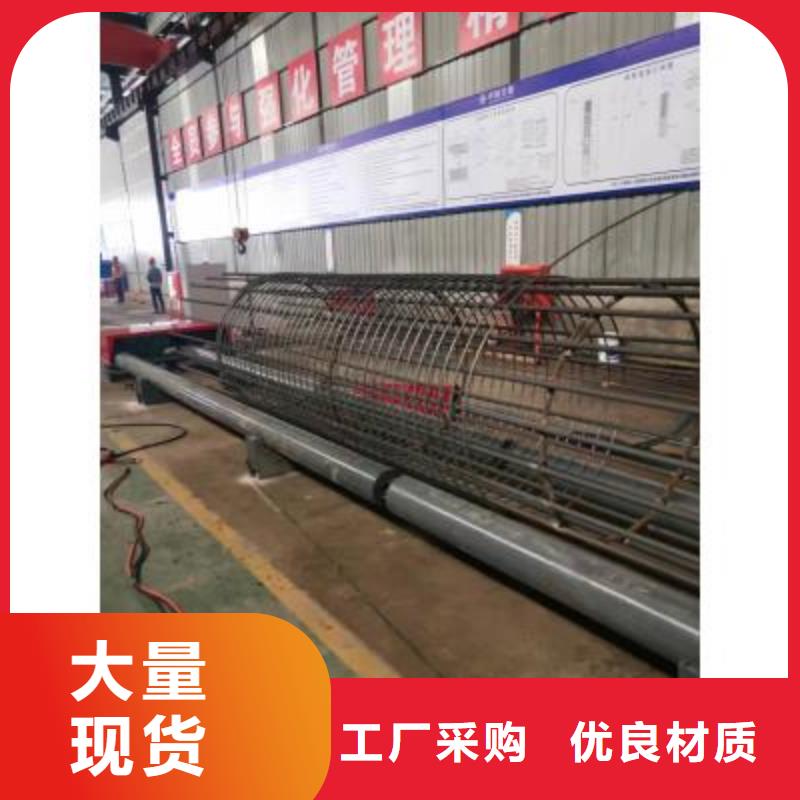
一、濮阳钢筋笼绕筋机加工方法介绍钢筋笼传统加工方法以人工操作为主,除钢筋原材料切头,车丝由机器和人工辅助完成,其余工序如主筋定位,螺旋筋安装、定位等都在人工操作下完成,致使钢筋筋笼生产效率低,加工精度不够,合格率较低,两节钢筋笼因主筋定位误差较大造成对接安装较困难。二、钢筋笼加工厂建设及设备简介1、钢筋加工厂建设简介2、钢筋笼自动滚焊机设备简介1)拖动导轨;(2)控制台;(3)拖动驱动系统;(4)主筋料架;(5)钢筋笼液压支撑装置;(6)固定旋转驱动机构;(7)移动旋转驱动机构;(8)主筋固定器;(9)主筋导管;(10)主筋承接分隔系统;(11)箍筋放线架;(12)箍筋矫直机构;(13)主筋上料系统三、施工工艺简介1、施工工艺流程2、主筋切头及丝口加工3、丝口检查及保护每加工完成10个接头采用卡尺、螺纹环规对丝头加工质量进行检测,检查丝头螺纹牙型、丝头长度、螺纹直径是否满足规范要求。加工完成的接头采用专用保护套进行保护。4、主筋上料通过上料架或人工将加工好的主筋放入分料器,人工穿过固定盘模板,并在移动盘模板内通过固定螺栓将主筋锁紧。启动移动盘,进行箍筋缠绕及焊接。

濮阳钢筋笼绕筋机通过引进德国技术托辊滚动速度可根据操作手的熟练程度从低到高任意调整,可根据施工要求随时改动盘筋间的间距,同时可预先设置好参数,一个钢筋笼包括加密区、预留区到达指定位置,间距自动改变,钢筋笼一次性成型,极大提高了工作效率。可根据客户情况定制设备,可一次性加工40米以上,直径三米以上钢筋笼,润科濮阳钢筋笼绕筋机通过引进德国技术加工出的钢筋笼精度高,误差小,两个相邻之间绕筋误差在3mm以内,用米尺直接拉3米长度,总共误差在2CM以内,基本都是项目部免检产品。我公司可根据客户情况定制设备,可一次性加工3mm以内,用米尺直接拉2CM以内,基本都是项目部免检产品。产品特点:1、控制系统:采用进口PLC变频控制,保持千次旋转同步,防止钢筋笼旋转扭曲变形。2、行走系统:采用高精度减速机驱动,行走误差。3、液压系统:配有多个托料自动液压辊,防止钢筋笼因为自重而变形。
 建贸机械设备有限公司
濮阳钢筋笼卷笼机常用指南-河南建贸有限公司
建贸机械设备有限公司
濮阳钢筋笼卷笼机常用指南-河南建贸有限公司

2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。
3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,半自动钢筋笼滚焊机可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。
4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
5、半自动钢筋笼滚焊机焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。钢筋笼绕筋机