

【新品发布,视频先行!】镀锌钢管口碑产品,等你来探!
以下是:镀锌钢管口碑的图文介绍

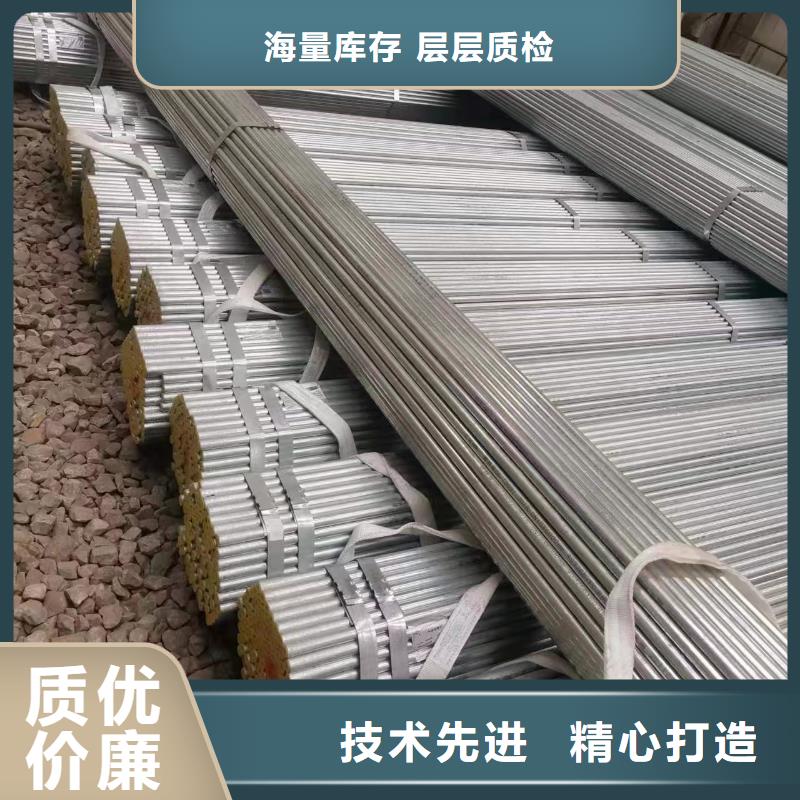
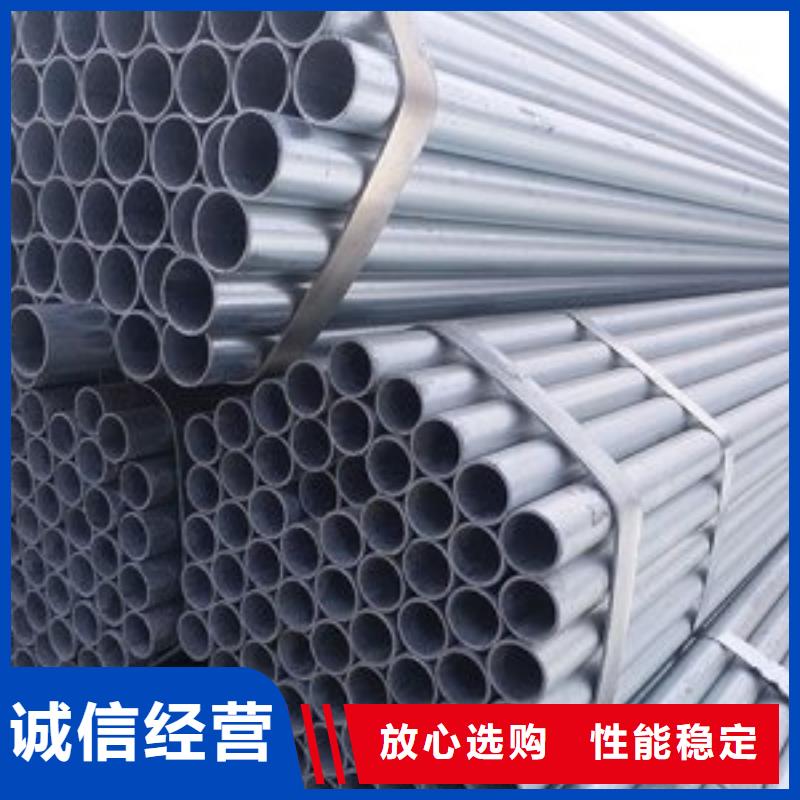
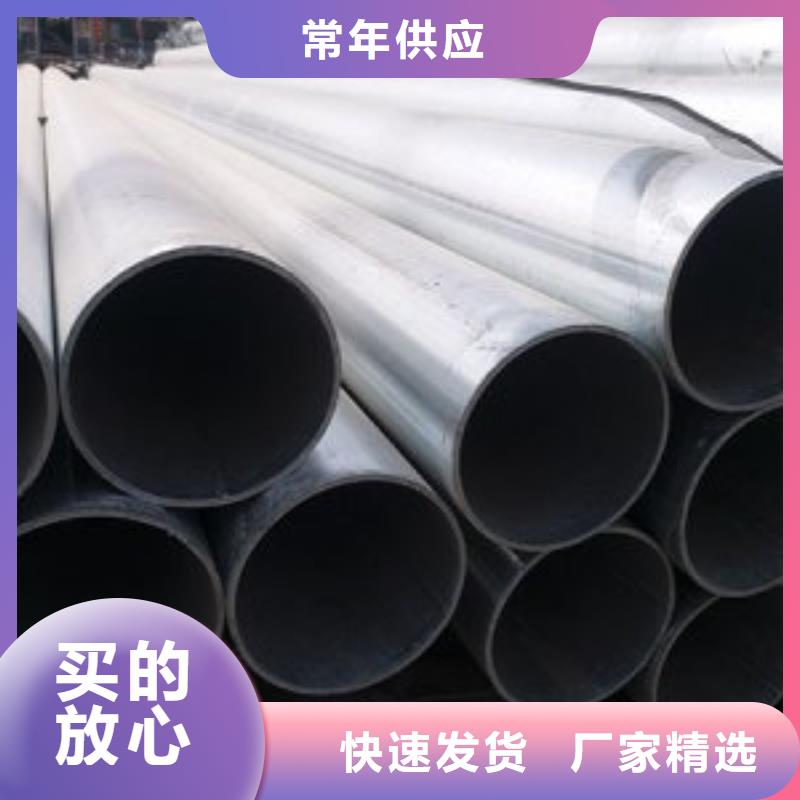
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。热镀锌钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体,故其耐腐蚀能力强。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。


棚的外表面被润滑并且不容易脱落,因此延长了棚膜的使用寿命。运输和安装方便,通过折弯机,天花板高度,弧度,肩高,视点可任意曲折。结构管两端的橡胶和塑料塞用粘合剂密封,以完全覆盖金属表面,从而使地下部分永不生锈。脚手架中心没有支柱,大大增加了栽培面积,节省了工作量,可以机械操作,提高了工作效率。
投资少,工厂规划可大可小,厂房可200平方米,原材料在县级以上城市。生产效率高。根据蔬菜大棚的跨度,壁厚可以任意调节。成本低,可根据大跨度,小规格和大钢管标准来选择可以收回,可以收回三分之一的投资。
以上资料均由温室整理。温室,温室配件,温室框架,温室配件,温室框架,温室,玻璃温室,温室蔬菜,花棚,温室花卉等。
主要配件:宝膜,防雾膜,阻隔寿命,遮阳网,铝箔遮阳网,隔热材料,车顶槽,车顶槽支架,卡槽,挡圈,盖黄,拉簧,风夹,引出几种钢,烟斗,太阳轮。在棚子的驱动侧,有铝,苗床,弯板机,压膜绳,防虫网,筛网,温室桁架,拱管箍,卷膜机,电动卷膜和拉帘电机。
投资少,工厂规划可大可小,厂房可200平方米,原材料在县级以上城市。生产效率高。根据蔬菜大棚的跨度,壁厚可以任意调节。成本低,可根据大跨度,小规格和大钢管标准来选择可以收回,可以收回三分之一的投资。
以上资料均由温室整理。温室,温室配件,温室框架,温室配件,温室框架,温室,玻璃温室,温室蔬菜,花棚,温室花卉等。
主要配件:宝膜,防雾膜,阻隔寿命,遮阳网,铝箔遮阳网,隔热材料,车顶槽,车顶槽支架,卡槽,挡圈,盖黄,拉簧,风夹,引出几种钢,烟斗,太阳轮。在棚子的驱动侧,有铝,苗床,弯板机,压膜绳,防虫网,筛网,温室桁架,拱管箍,卷膜机,电动卷膜和拉帘电机。



鑫邦源特钢有限公司位于经济开发区钢管城2排5号;公司专门从事 广东梅州无缝管的研制与生产;鑫邦源特钢有限公司以“科学的理念、创新的思维、优质的产品、诚信的服务”为企业宗旨;遵循“自然、科学、”的研发理念,为客户提供的产品;鑫邦源特钢有限公司在重视产品质量的同时,也建立了一套集技术支持、的销售服务体系;努力把我们方便、快捷、周到的服务提供给每一个客户。1596317028815275839870


镀锌带焊管以其壁厚大、材质好、加工工艺稳定,成为目前国内外大型油气输送工程的 钢管。在镀锌带焊管接接头中,焊缝和热影响区是容易产生各种缺陷的地方,而焊接咬边、气孔、夹渣、未熔合、未焊透、焊瘤、烧穿、焊接裂纹是主要焊接缺陷形式,也常常是使直缝埋弧焊管发生质量事故的起源。
镀锌带焊管质量控制措施为:
1、焊接前质量控制
1)首先要把好原材料质量关,经检验合格后方能正式进入施工现场,坚决杜绝使用不合格钢材。
2)其次是对焊接材料的管理。检查焊接材料是否为合格产品,储存和烘焙制度是否执行,发放的焊接材料表面是否清洁无锈,焊条的药皮是否完好、有无霉变。
3)再次是焊接区清洁管理。检查焊接区的清洁质量,不得有水、油、铁锈和氧化膜等污物,这对防止焊缝外部缺陷的产生有重要作用。
4)选择合适的焊接方法,应实行先试焊、后施焊原则。
2、焊接中的质量控制
1)根据焊接工艺规程复核焊丝和焊剂的规格是否正确,防止错用焊丝和焊剂而造成焊接质量事故。
镀锌带焊管焊接质量控制措施
2)对焊接环境进行监督,当焊接环境不好(温度低于0℃、相对湿度大于90%)时应采取相应措施后进行焊接。
3)预焊前先检验坡口尺寸,包括间隙、钝边、角度及错口等是否符合工艺要求。
4)在埋弧自动内外焊接过程中选用的焊接电流、焊接电压、焊接速度等工艺参数是否正确。
5)监督焊接人员在埋弧自动内外焊接时充分利用钢管管端引弧板长度,加强内外焊接时引弧板的使用效率,这有助于提高管端焊接质量。
6)监督焊接人员在补焊时是否先将熔渣清理干净、是否已彻底处理接头,坡口处是否有油、铁锈、渣、水、漆等污物。
镀锌带焊管质量控制措施为:
1、焊接前质量控制
1)首先要把好原材料质量关,经检验合格后方能正式进入施工现场,坚决杜绝使用不合格钢材。
2)其次是对焊接材料的管理。检查焊接材料是否为合格产品,储存和烘焙制度是否执行,发放的焊接材料表面是否清洁无锈,焊条的药皮是否完好、有无霉变。
3)再次是焊接区清洁管理。检查焊接区的清洁质量,不得有水、油、铁锈和氧化膜等污物,这对防止焊缝外部缺陷的产生有重要作用。
4)选择合适的焊接方法,应实行先试焊、后施焊原则。
2、焊接中的质量控制
1)根据焊接工艺规程复核焊丝和焊剂的规格是否正确,防止错用焊丝和焊剂而造成焊接质量事故。
镀锌带焊管焊接质量控制措施
2)对焊接环境进行监督,当焊接环境不好(温度低于0℃、相对湿度大于90%)时应采取相应措施后进行焊接。
3)预焊前先检验坡口尺寸,包括间隙、钝边、角度及错口等是否符合工艺要求。
4)在埋弧自动内外焊接过程中选用的焊接电流、焊接电压、焊接速度等工艺参数是否正确。
5)监督焊接人员在埋弧自动内外焊接时充分利用钢管管端引弧板长度,加强内外焊接时引弧板的使用效率,这有助于提高管端焊接质量。
6)监督焊接人员在补焊时是否先将熔渣清理干净、是否已彻底处理接头,坡口处是否有油、铁锈、渣、水、漆等污物。



