


观看我们的产品视频,就像打开了一扇通往螺旋管-【09CrCuSbH型钢】定制不额外收费产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:螺旋管-【09CrCuSbH型钢】定制不额外收费的图文介绍

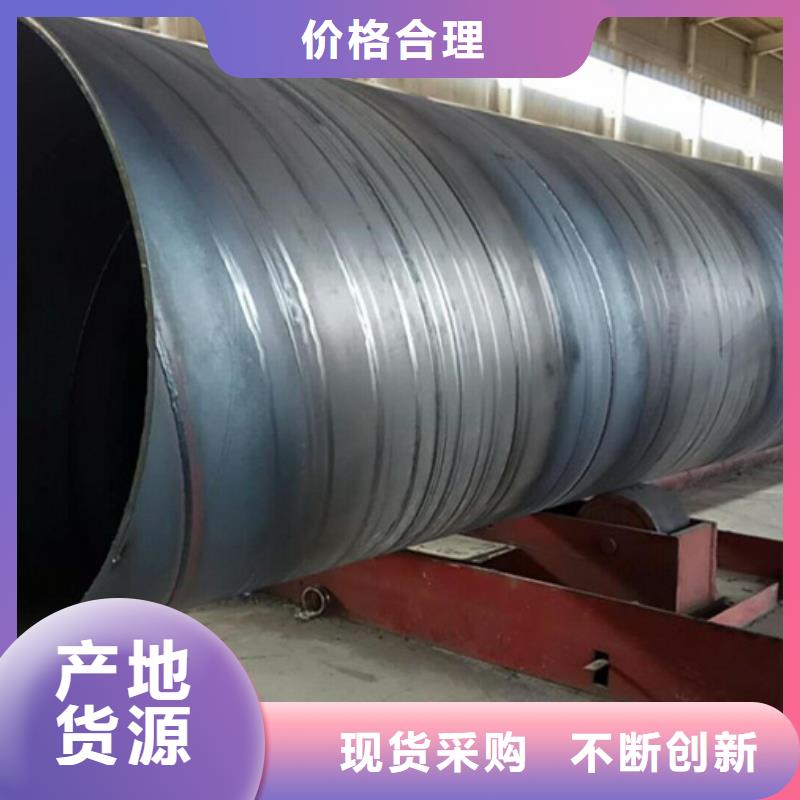
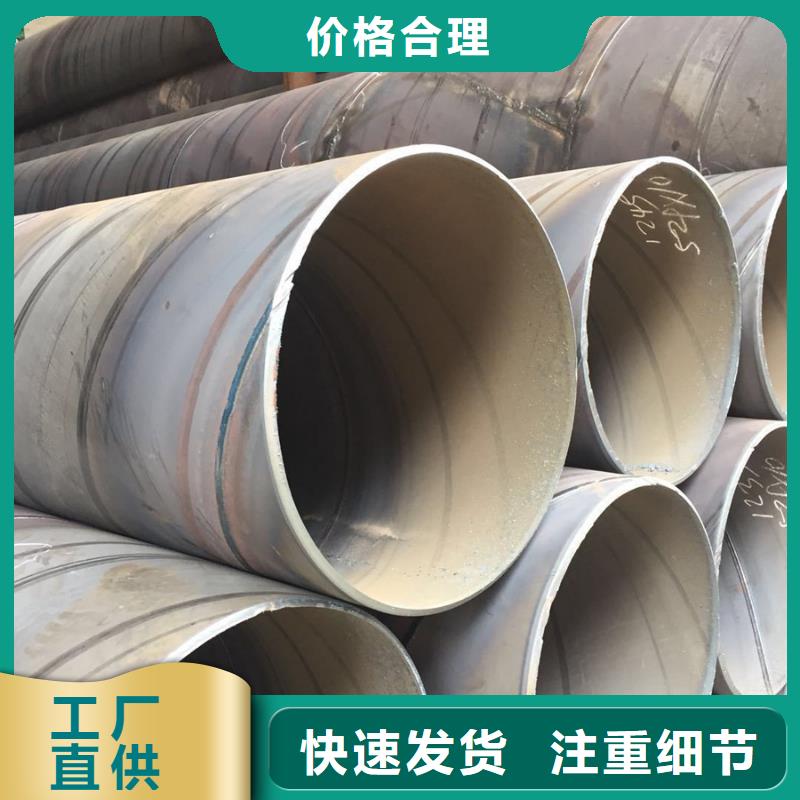
目前针对华尔网大口径螺旋管市场供求情况有行业分析人表示,我国螺旋钢管市场需求增长弱化,行业流通集约化程度低,流通成本居高不下,行业风险日益加大。产能过剩态势相当严峻。近年来,为提高双面埋弧焊螺旋焊管整体技术水平,我国制定一系列产业发展政策。进而推进结构调整,改善产业布局,发展循环经济,降低物耗能耗,重视环境保护,提高企业综合竞争力,实现产业升级,以指导广大螺旋钢管厂家稳步发展。 华尔网大口径螺旋管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。


采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。 三. 其它的成形方法 除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。 华尔网防腐螺旋管弯头只能做小口径的,如果管子规格太大,很难买到成品冲压弯头,只能使用焊接弯头。由于焊接弯头焊缝更多,所有使用性能不如冲压弯头,容易被腐蚀漏。且由于冲压弯头是成批生产,所以价格上较焊接弯头便宜。现在有精铸弯头,可以做316L的,抗腐蚀性能更好。



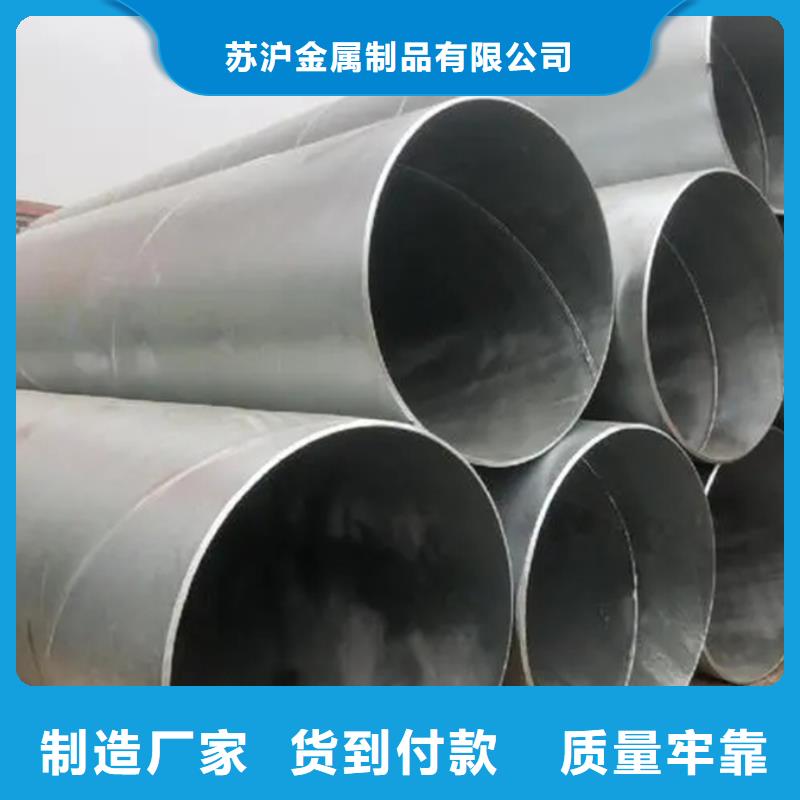
苏沪金属制品有限公司创建于2008年10月,厂家位于经济繁华的德清升华库,地理位置优越,交通十分便捷。厂家经过几年来的艰苦创业与诚信经营,现拥有一套完善的生产【四川资阳09CuPCrNiA工字钢】管理体系与健全的销售网络。

为了进一步优化通用设计方案,华尔网Q345B螺旋管厂家统一组织开展了大小口径螺旋钢管通用设计调研工作。征求各网省公司基建生产部门。相关设计单位和大小口径螺旋钢管加工企业的意见,对现有方案进行补充、完善和优化本次调研采取书面调研方式。 华尔网Q345B螺旋管双面埋弧焊接工艺指的是在生产螺旋钢管过造成所才用到制造加工工艺。首先将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。螺旋缝双面埋弧焊钢管是通过成型机将原料带钢螺旋成型,通过内外埋弧焊接,从而生产出不同规格的螺旋焊管。螺旋缝双面埋弧焊钢管生产工艺简单、大中口径焊管生产成本相对比较低,具有低成本运行优势,在中大口径低压输水管、热力管和打桩管等市场具有价格优势。螺旋缝双面埋弧焊钢管特点及其标准分类:低压流体输送用螺旋缝双面埋弧焊钢管 (SY/T5037-2018)双面埋弧焊管的垛与垛之间应留有一定的通道,检查道的宽度一般在0.5m左右,出入通道的宽度根据材料大小和运输机械而定,一般在1.5到2m。双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。

