


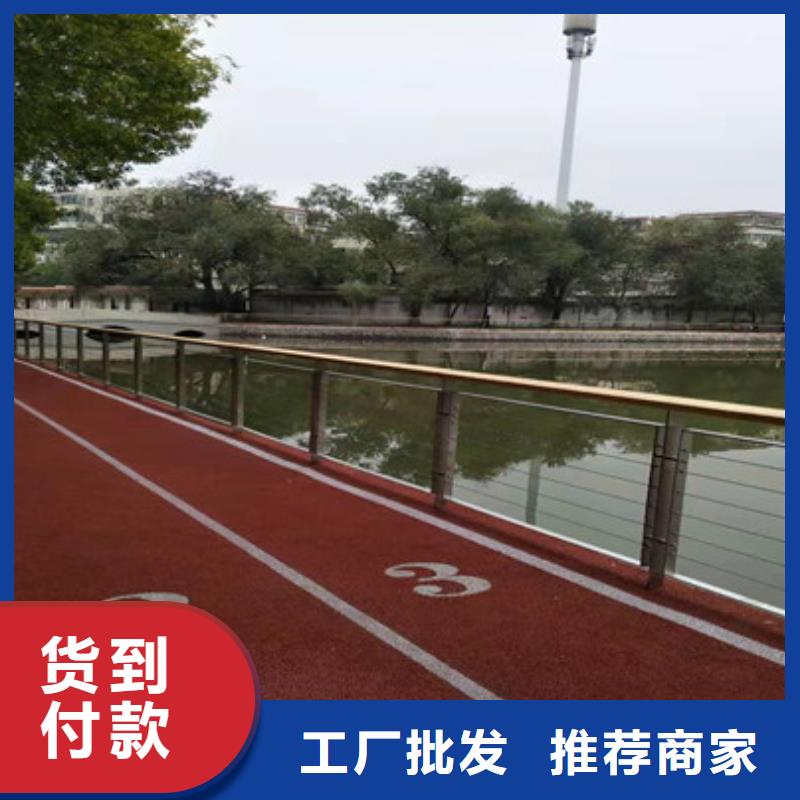


辽阳不锈钢复合管护栏厂家的设计本身分为主杆和立柱两个部分,这是因为辽阳不锈钢复合管护栏厂家在工业生产和道路安全方面都有很好的作用,因为整体的设计,包括印度在内的不锈钢复合管护栏厂家设计要求,加上判断是比较颗粒的,如果不能够选用硬度较好的不锈钢复合管护栏厂家在后续的产品使用,加上厚度的检测过程中,整体的选用区别以及材质的要求就比较大。 根据现在选购不锈钢复合管护栏厂家的标准来看,大多数还是按照整体市场的需求来进行判断的,玻璃隔断类型的不锈钢复合管护栏厂家,虽然比较常见,但是因为隔断的价值以及建筑的结构,包括后续的承载力要求等,有一定的变化。
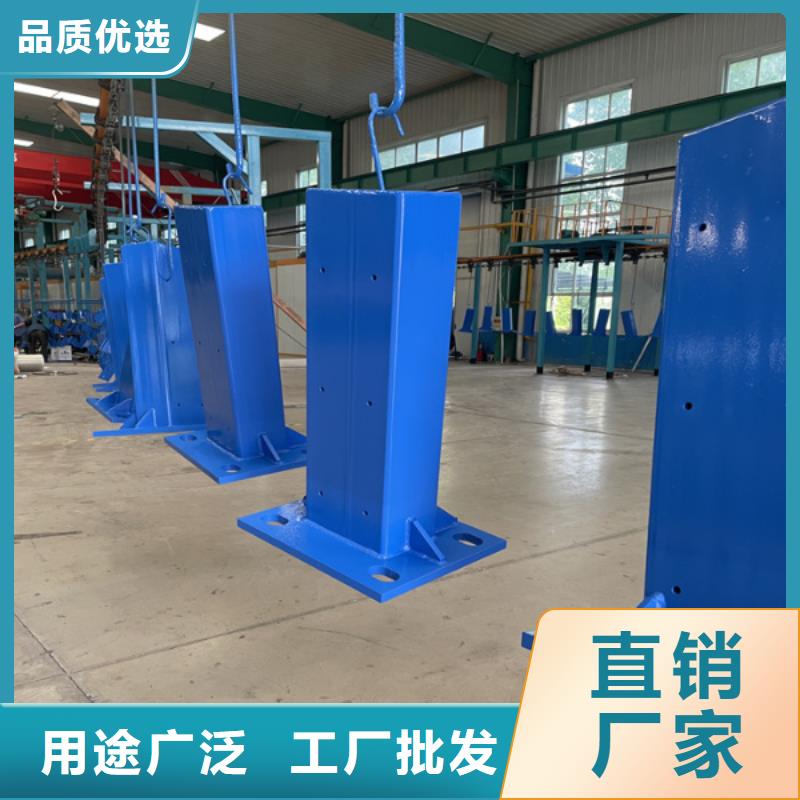
抛光是不锈钢复合管护栏制造加工很主要的一个步骤,是影响不锈钢护栏造型漂亮性的要素。不锈钢抛光,光洁度为NO.4的薄板加工时,经常需求再次抛光焊接区,以便与原来的表面光洁度相和谐,虽然除了仿制初始的抛光以外,要与机器抛光的表面相和谐实际上是不允许的。 护栏在抛光的时分更要留意细节,因为一个不锈钢护栏会有许多的焊接点,稍不留意就会让这 些细节影响到护栏的漂亮度。 1.假如初始的机器抛光纹痕平行于焊道,那么可以选用研磨的办法消理焊道,即先用硬的或软 的砂轮研磨,然后用手提式抛光机和粒度为NO.80~20(也许50)的抛光轮进行逐级抛光,抛光轮的移动方向应与焊道的走向共同,使其抛光线与初始的机器抛光面纹线平行。焊缝必须与基体平齐。因为任何初始粒度的磨料都会留下磨线(随磨料使用量变化),因此在开端抛光前先进行实验。
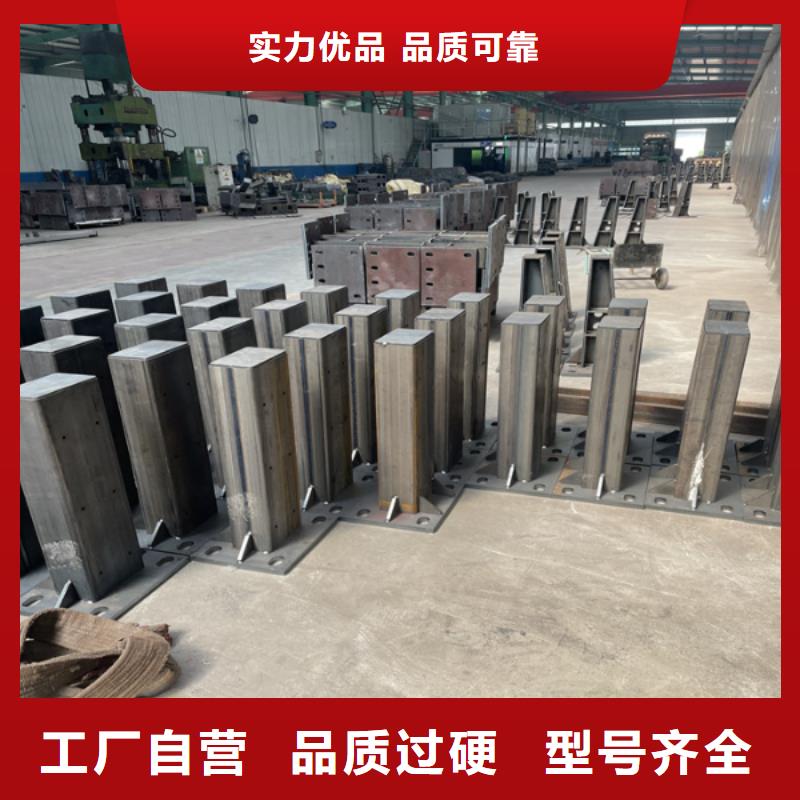
不锈钢复合管护栏焊接方法有几种?内衬不锈钢复合管(304+Q235B)是一种新型复合管,不锈钢复合管具有耐腐蚀、耐高温、高延伸率、高强度等特点。这种管材的使用问题是:基层与复合层的全熔焊问题。为了获得良好的焊接效果,正确的焊接方法是:一。焊前准备在焊接前,对接触层的油漆、污垢和氧化层进行清洗,防止杂质在焊接过程中受热时分解为H2O和CO2。焊接前预热基层和复合层。预热采用电加热方式,以对面中心线为基准,两侧不小于壁厚的3倍,且不小于50mm,防止过热。2。焊接工艺先焊复合层,再焊基层。工艺流程:密封层——打底焊——过渡层——填充层——面层。1) 焊接管道对边时,管道内壁应平齐,内壁数量不应超过管壁厚度的10%,且应≤2mm。2) 焊接时应尽量采用多层焊接,每层焊道接头应尽量错开,焊道不宜过宽过厚。3) 焊管在点焊时必须充氩,以保证焊管的焊接质量。打底焊时,倒焊位置用内丝填充,立焊、平焊用外丝填充。4) 引弧应在坡口内进行,禁止在非焊接部位引弧。连接点应保证电弧穿透和熔合。熄弧时应填满弧坑。5) 焊丝不应接触钨极或直接进入电弧的弧柱区,以防止电弧的稳定性受到损害和夹钨缺陷的发生。焊丝的末端不得离开保护区以防止焊丝氧化。6) 通道间温度控制在150℃以下。施工时采用焊缝两侧水冷。在焊缝两侧距焊缝80mm处的钢管上包上湿毛巾,使焊缝温度尽快降低到150℃以下。三。焊后处理焊接结束后,应仔细清理焊接表面的焊渣、焊接飞溅物等污垢,必要时进行局部修整。不锈钢复合管焊后应进行后热处理,消除残余应力。焊后处理应按设计要求进行。底座的热处理温度应根据底座的材质要求选择,其他参数按不锈钢衬里管总厚度(7±1.5)mm计算。
不锈钢复合管护栏是铝合金护栏无法代替的,原因有以下几点。 一、不锈钢复合管的种类: 不锈钢复合管的两种单层材料的组合方法有效取决于运用要求及其环境特征, 基本原则是:作为底层钢管,它应具有较高的强度和刚性,价格便宜,工艺性能好; 作为覆层则应具有抗环境介质的腐蚀或许抗磨损才能,该覆层可以复合在底层管的内层(内复合管),也可以复合在其外层(外复合管)。 二、不锈钢复合钢管的用途 不锈钢复合钢管产品按运用性质可分为化工用液体气体用不锈钢复合管、石油天然气输送不锈钢复合管及油井用复合管、锅炉用不锈钢复合管、废物焚烧炉用不锈钢复合管、热交换器用不锈钢复合管、耐磨损用不锈钢复合管、耐腐蚀结构用不锈钢复合管以及修建装潢用不锈钢复合管等。 
