您的位置>首页 >聊城本地行业频道 >
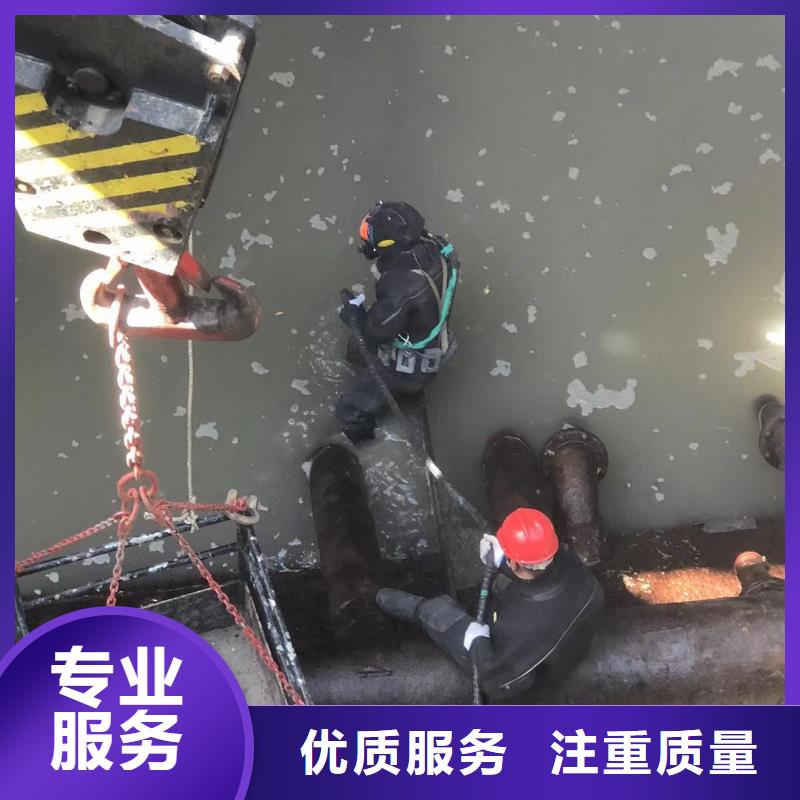
闸门水下焊接工期短
更新时间: 2024-12-28 17:33:08 浏览次数:6
以下是:闸门水下焊接工期短的产品参数
| 产品参数 |
|---|
| 产品价格 | 5800/次 |
|---|
| 发货期限 | 24小时到达现场 |
|---|
| 供货总量 | 58 |
|---|
| 运费说明 | 汽运 |
|---|
| 品牌 | 盛龙 |
|---|
| 服务范围 | 全国上门 |
|---|
| 用途 | 水下堵漏 |
|---|
| 所在地 | 全省 |
|---|
以下是:闸门水下焊接工期短的图文视频
导读 在山东省聊城市采买闸门水下焊接工期短到盛龙水下堵漏封堵切割打捞焊接作业工程有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-18351283030,QQ:1609707899,地址:《经济开发区江海大道111 号发货到山东省 聊城市 东昌府区、阳谷县、莘县、茌平区、东阿县、冠县、高唐县、临清市》。 山东省,聊城市 聊城已有5000余年的历史,是历史文化名城,代表农耕文明的黄河文化与代表商业文明的运河文化在这里交相辉映。境内遗留文物古迹400多处,有6处遗产点和2段河道被列入大运河世界文化遗产名单,有明代光岳楼、清代山陕会馆等文物保护单位13处。中国古典文学名著《水浒传》《金瓶梅》《聊斋志异》等书中的许多故事都发生在聊城。聊城是商朝名相伊尹躬耕处、战国军事家孙膑诞生地、东阿王曹植梵呗音乐发明地;诞生了宋代医学家成无己、明代文学家谢榛、清代开国状元傅以渐、国画大师李苦禅、抗日名将张自忠、谔谔国士傅斯年、国学泰斗季羡林、当代保尔张海迪等名人。2023年,被评为三线城市。
不要错过这部精心制作的闸门水下焊接工期短产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:闸门水下焊接工期短的图文介绍
盛龙水下堵漏封堵切割打捞焊接作业工程有限公司凭着良好的信用、优良的服务与多家企业建立了长期的合作关系。热诚欢迎各界朋友前来参观、考察、洽谈业务。公司主要生产 山东聊城水下电焊切割。数年来,我司始终致力于 山东聊城水下电焊切割事业的成长与发展,本着公平、诚信、互利、协助的精神,把每一位客户的重托作为企业生命的一部分,以优良的产品、周到的服务、合理的价格以及强有力的技术支持让每一位客户都能得到满意的结果,并在愉快的合作中享受成功的喜悦;“一切从客户出发,让客户放心”是公司的企业文化核心,我们热忱欢迎社会各界有与我司在商贸、技术、人才、管理等各个方面展开合作、分享和交流,为双方企业的共同发展提供有利的帮助,敬请致电咨询洽谈。


水下焊接方法 水下焊接有干法、湿法和局部干法三种。 (一)干法焊接 这是采用大型气室罩住焊件、焊工在气室内施焊的方法,由于是在干燥气相中焊接,其性较好。在深度超过空气的潜入范围时,由于增加了空气环境中局部氧气的压力,容易产生火星。因此应在气室内使用惰性或半惰性气体。干法焊接时,焊工应穿戴特制防火、耐高温的防护服。 与湿法和局部干法焊接相比,干法焊接性 ,但便用局限性很大,应用不普遍。 (二)局部干法焊接 局部干法是焊工在水中施焊,但人为地将焊接区周围的水排开的水下焊接方法,其措施与湿法相似。 由于局部干法还处于研究之中,因此使用尚不普遍。.320- (三)湿法焊接 湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。 电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料形成套筒使气泡稳定存在,因而使电弧稳定,如图8-1所示。要使焊条在水下稳定燃烧,必须在焊条芯上涂一层一定厚度的涂药,并用石蜡或其他防水物质浸渍的方法,使焊条具有防水性。气泡由氢、氧、水蒸气和由焊条药皮燃烧产生的气泡;浑浊的烟雾生的其他氧化物。为克服水的 冷却和压力作用造成的引弧及稳弧困难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。



(1)水下电弧-氧切割
水下电弧-氧切割是一种利用空心电极(即割条)与工件之间产生的电弧使工件熔化,氧气从电极孔中吹出,使热态工件金属氧化燃烧,并吹掉熔化的金属及熔渣,从而形成切口的切割方法。
(2)水下等离子弧切割
水下等离子弧切割是利用高温高速等离子气流来熔化待切割金属,并借助高速气流或水流把熔化金属除掉而形成切口的切割方法。由于等离子弧难以在电极和工件之间形成,必须利用高频或直接接触方式首先在钨极和喷嘴之间引燃引导电弧(即小弧),然后再转移过渡到钨极和工件之间。目前用于水下堵漏金属材料切割的等离子弧切割枪都是转移弧形式的。
(3)熔化极水喷射水下切割
熔化极水喷射水下切割是利用电弧产生的热量将金属熔化,并用高压水射流将被熔化的金属及熔渣吹掉,从而形成清洁的切口表面。
(4)水下氧-火焰切割
水下氧-火焰切割是先利用气体火焰将被切割工件表面预热到燃烧点,然后喷射氧气使金属燃烧,并吹掉熔化金属及熔渣,从而形成切口。具体过程如下。
① 点燃预热火焰
先将预热火焰在空气中点燃,然后由潜水员将燃着火焰的割炬带到工位来进行切割。但由于水对火焰冷却作用很大,火焰容易熄灭,尤其是深水作业时,火焰的点燃成功率很低,可采用点火器在工位上来点燃。



总结 盛龙水下堵漏封堵切割打捞焊接作业工程有限公司【18351283030】在山东省聊城市本地专业从事闸门水下焊接工期短,价格低,发货快,效果好 ([城市群])可送货上门。