您的位置>首页 >湖州当地行业新闻 >
球墨铸铁管dn1000多少钱一米
更新时间: 2024-11-01 14:38:45 浏览次数:4
以下是:球墨铸铁管dn1000多少钱一米的产品参数
| 产品参数 |
|---|
| 产品价格 | 3100/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | A级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 球墨铸铁 |
|---|
| 产品品牌 | 博辉 |
|---|
| 产品规格 | DN100-DN1600 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | DN100-DN1000 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 理计 |
|---|
| 产品颜色 | 黑色、红色 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 亲亲 |
|---|
| 适用领域 | 市政给水、工厂排水 |
|---|
| 是否进口 | 否 |
|---|
| 产品功率 | 100W |
|---|
| 工作温度 | 60° |
|---|
| 壁厚 | 5-20mm |
|---|
以下是:球墨铸铁管dn1000多少钱一米的图文视频
导读 球墨铸铁管dn1000多少钱一米_博辉钢铁有限公司,固定电话:13465767730,移动电话:15063508032,联系人:张建,QQ:1054437264,聊城经济技术开发区钢管城发货到浙江省 湖州市 吴兴区、南浔区、德清县、长兴县、安吉县 发货到 浙江省湖州市。 浙江省,湖州市 湖州市是一座具有2000多年历史的江南古城。公元前248年,春申君黄歇徙封于此,在此筑城,始置菰城县,以泽多菰草故名;公元602年,置州治,以滨太湖而名湖州,湖州之名从此始。湖州市是历史文化名城,是近代湖商的发源地,素有“丝绸之府、鱼米之乡、文化之邦”的美誉;钱山漾遗址开启了4000多年的世界养蚕织丝史,被命名为世界丝绸之源。湖州市地势大致由西南向东北倾斜,西部多山,东部为平原水网区,是全国的粮食、蚕茧、淡水鱼、毛竹的主要产区和重要生产基地。湖州市境内有众多的自然景观和历史人文景观,如莫干山、南浔古镇等。
<湖州>博辉钢铁有限公司严格信守平等互利、质量为先、用户至上的原则,为用户提供热情周到的服务,协助指导用户安装、调试并帮助用户跟踪服务解决湖州酸洗无缝钢管实际问题。严格执行完善的售前、售中、售后服务,做到让客户省心、省时、省力。公司诚信、实力、品质、获得认可,至此欢迎各界朋友莅临参观、指导和业务洽谈。




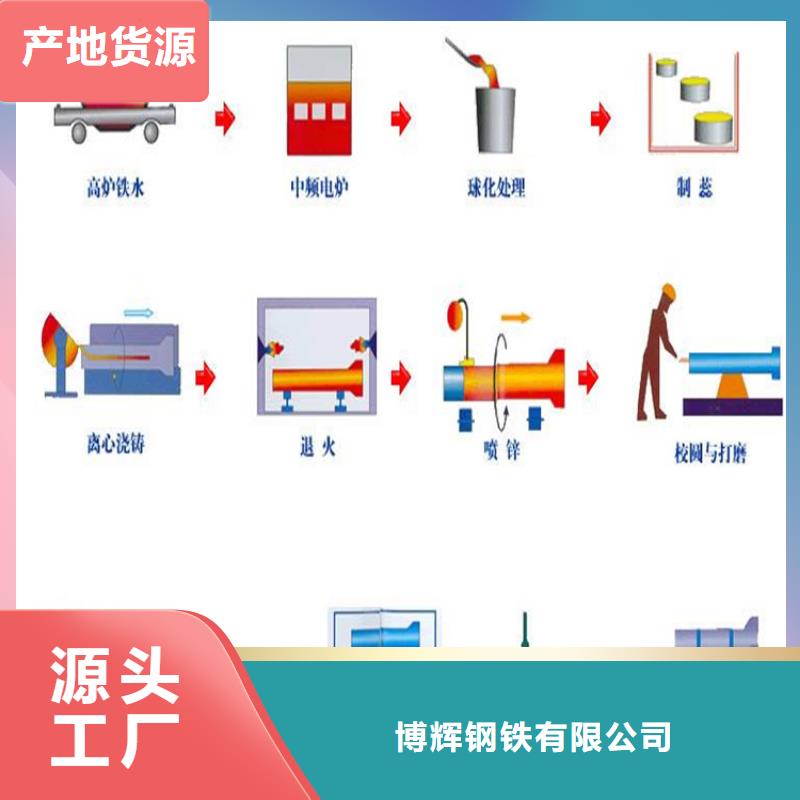
湖州规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。 针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。 对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。 离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。 重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。 湖州对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。 生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。




总结 在浙江省湖州市采购球墨铸铁管dn1000多少钱一米请认准博辉钢铁有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张建-13465767730,QQ:1054437264,地址:经济技术开发区钢管城)。