
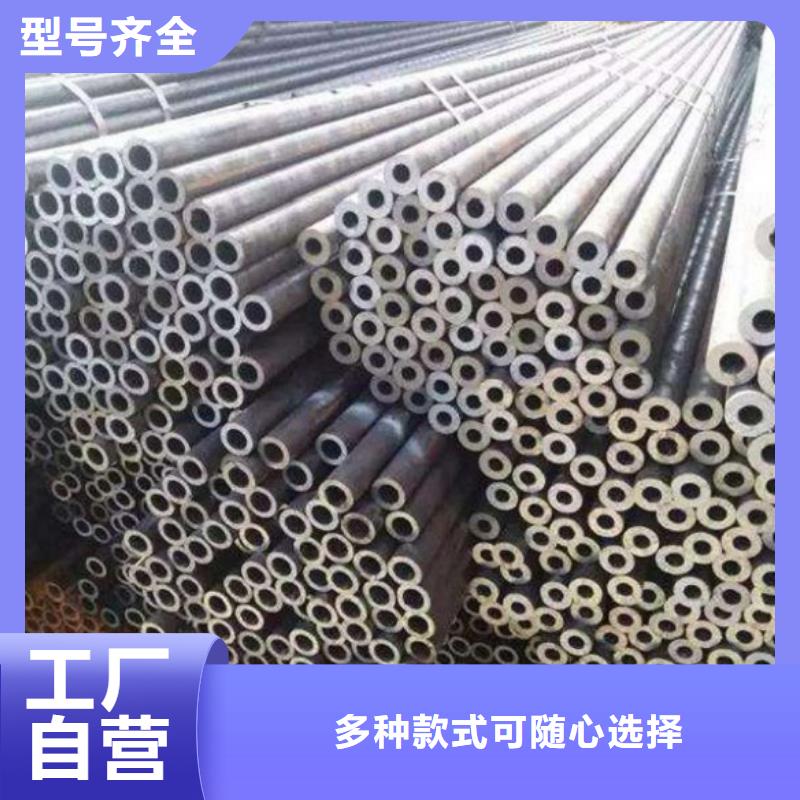


精密钢管安裝整个过程 根据施工图进行管道精确定位,根据现场情况预制件构件水管支架,接着根据方案设计和现场开进行料,接着用磨光机磨焊接,再进行电焊焊接。焊接时将热轧带钢送进焊管机组,经多道热轧带钢挤压加工,热轧带钢渐渐地卷起,造成有张嘴间隙的环状管坯,调整挤压加工辊的压下量,使电焊焊接间隙控制在1~3mm,并使焊接两侧齐平。如间隙过大,则造成邻近效应减少,涡流热值不足,电焊焊接晶间歇性合较差而导致未电焊焊接或开裂。如间隙过小则造成邻近效应扩张,电焊焊接热值过大,造成电焊焊接热裂;或者电焊焊接经挤压加工、挤压成型后造成深坑,危害电焊焊接表面品质。精密管2
大金钢管制造有限公司
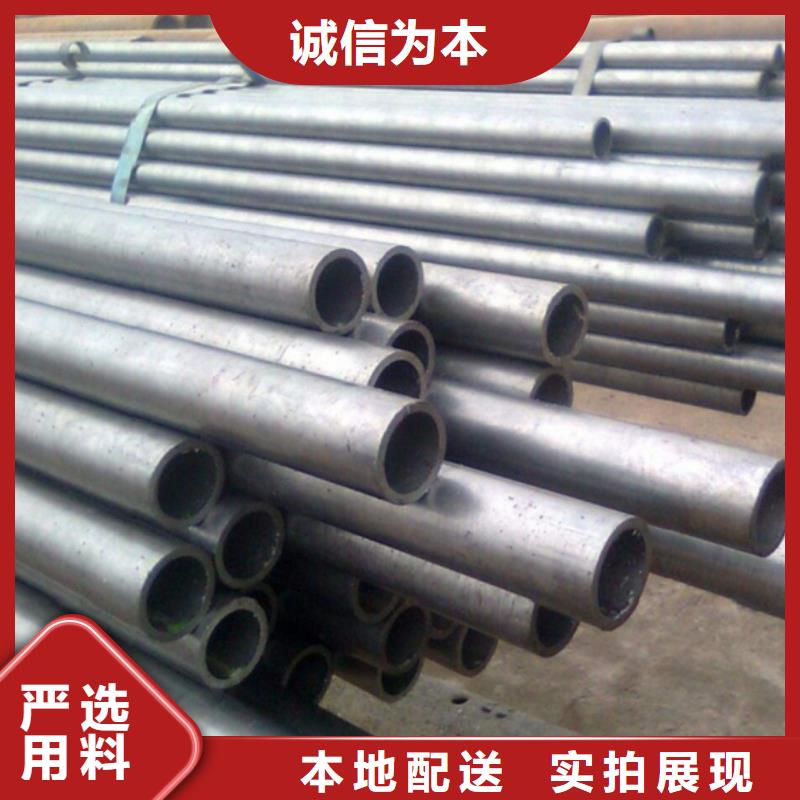
精密管的无氧退火炉其特点: 1、控制精度:±1℃ 炉温均匀度:±1℃(根据加热室大小而定) 。 2、操作方便,可编程,PID自整定、自动升温、自动保温、 自动降温,无需值守;可另配与计算 机通讯通过计算机操作电炉(启动电炉、停止电炉、暂停升温、设定升温曲线、升温曲线储存、历 史曲线等),软件免费详见:计算机控制系统。 3、升温快(升温速率1℃/h至40℃/min可调)。 4、节能(炉膛采用进口纤维制作而成,耐高温、耐急热急冷) 5、炉体经精致喷塑耐腐蚀耐酸碱,炉体与炉膛隔离采用风冷炉壁温度接近室温 6、双回路保护(超温、超压、超流、段偶、断电等)

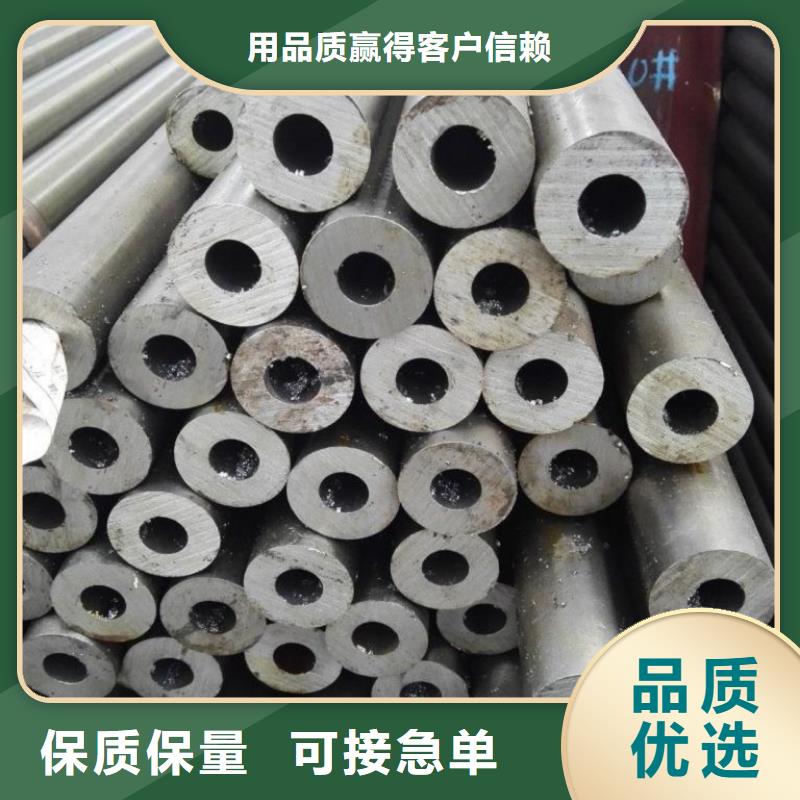
精密管的应用:精密管广泛用于制造结构件和机械零件n2-h2(hnx),n2-co2-h2等。这些混合气体中的成分经过调整能使带钢退火过程中的氧化与还原,脱碳与渗碳速度相等,从而实现板带的无氧化和无脱碳的退火。 欲获得尺寸更小和质量更好的无缝管,采用冷轧,冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。而冷拔通常在0.5~100t的单链式或双链式冷拔机上进行。冷拔精密管的基本生产程序:管料供给,所用管料为热轧成品管或半成品管,挤压管以及焊接管。

