






淮南异型管送料装置的中心线与冲压机械的中心线必须设置在同一直线上。如果不在一条直线上,开卷后的材料被送到模具时,相对于模具就是倾斜的,模具内部的材料导向,送料装置的侧面导向等都会发生很大的抵抗,在很大程度上降低送料的精度。
淮南异型管材料幅度方向的波纹形状一定要小。随着板厚的增加鼓起也会增加,严重时2000mm的长度范围内会有5mm以上的鼓起,这样的材料就不能送料了。
淮南异型管与表面非常光滑的卷材相比,表面粗糙的钢板和送料装置辊轮间的摩擦系数要高,所以异型管送料精度会相应地得到提高。需要注意的事,粗糙面压延钢板是在冷轧延伸时,在材料表面会形成非常细小的凹凸,这些粗糙的面会造成轧制油的残留,也便于拉深加工。
淮南异型管一方面,检查炉体材料可以干,先装炉,炉体数据必须干燥;一方面为不锈钢异形管炉可将剩余的水,特别是如果有一个以上的漏水孔管,不要去,如果你把炉子气氛破坏。
淮南异型管光亮退火炉应封闭,与外界空气隔离;使用氢作为维护的气,只要一口连通。检查与关节间隙在退火炉肥皂和水的方式,看看你是否能跑气;容易跑气是中央管退火炉在中央和中央管,密封圈中央特别容易磨损,应经常检查经常改变。
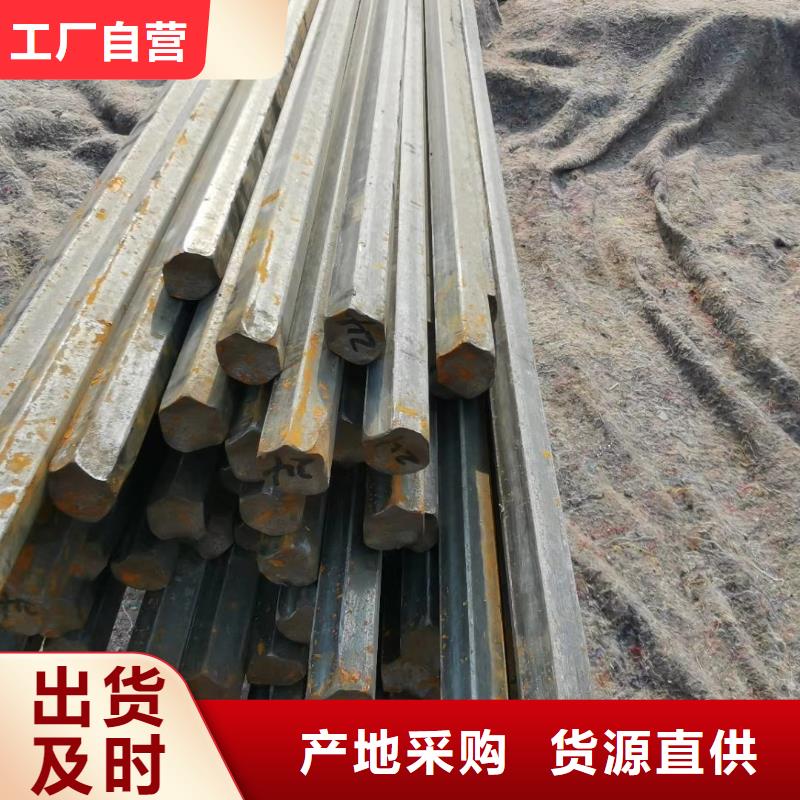
淮南异型管是一种新型高技术节能产品异型管的推广应用对节约钢材,提高加工工效,节约能源 所谓高精度异型管是指内、外径尺寸精度(公差范围)严格,内外表面光洁度、圆度、直度良好,壁厚均匀的精 该技术所生产的高精度异型管的主要技术指标已达到或部分超过 标准GB8713--88和国际标准ISO4394/I-1980(E) 的要求。详见下表: 主要技术指标与标准对照表项 目 实际达到 GB8713-88 ISO4394/I 内径尺寸公差 H8 H9 H10 H8 H9 H10 H8 H9 H10 直 线 度 0.3/1000 A: 0.3/1000 A: 0.5/1000 B: 1/1000 B: 1/1000 C: 1.5/1000 C: 1.5/1000 壁厚%10±壁厚 %10±壁厚 %5±壁厚偏差 圆 度 0.04 无规定。
淮南异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
淮南异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
淮南异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
淮南异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
淮南异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
淮南异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
淮南异型管焊嘴与异型管间的距离以15-25mm为宜。
此外,今年初以来,淮南异型管价格整体呈现回落趋势。1月~7月份,CSPI钢材平均综合价格为109.48点,同比下降5.54点,降幅为4.86%。7月份钢材价格已接近全年低点,9月份有所恢复。全行业经济效益呈现下降趋势。1月~7月份,会员钢铁企业销售利润率为5.09%,同比下降2.25个百分点。
淮南异型管盈利大幅下滑主要是由原燃料价格上涨所致。不过,在行业效益下滑的背景下,扇形管等钢铁行业投资仍然大幅增长。1月~7月份,黑色金属冶炼及压延加工业投资增长37.8%,应该引起全行业的关注。
