







利用连续式轧管机组生产热轧靖江精密钢管是较先进的方法,若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,冷拔通常在单链式或双链式冷拔机上进行挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出,此法可生产直径较小的钢管。
靖江精密钢管的特征:
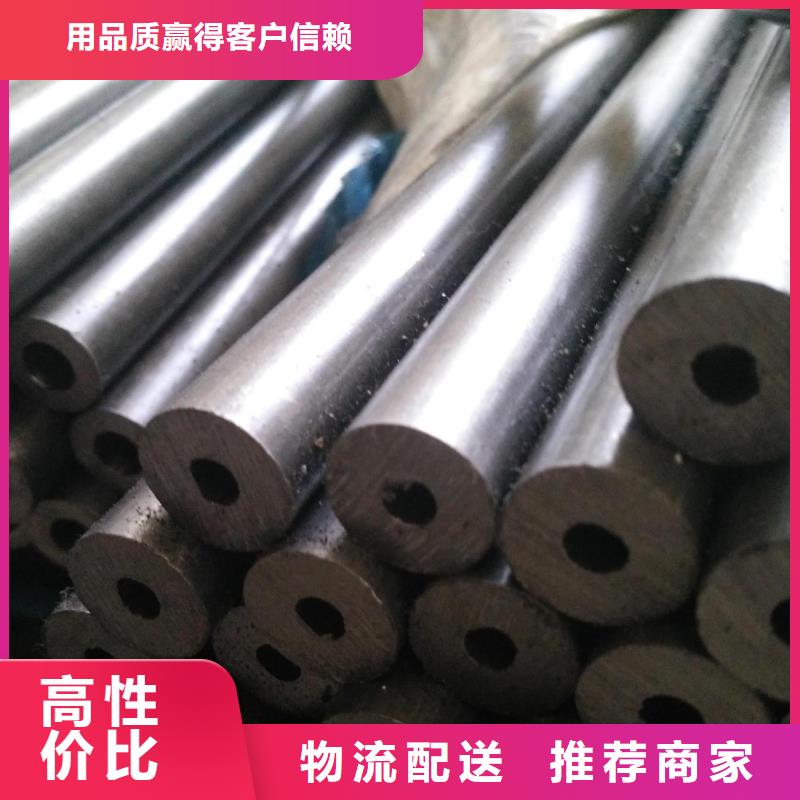
汽车精密钢管尺寸精度高,延展性好,容易加工弯成各种需要的形状而管子截面不会缩小或变扁;管子表面精度高、经无氧回火处理后表面硬度适中易于卡套连接,内孔和表面经磷化防锈处理后无需酸洗除锈可直接安装。精密液压无缝钢管独特的优越性,在液压行业得到广泛推广应用。
3、靖江精密钢管退火?
退火在所有的冷拔管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的清除。冷拔精密钢管需要配置无氧化光亮退火炉设备。
靖江精密钢管尺寸允许偏差:
靖江精密钢管尺寸及允许偏差:精密钢管一般规格为10*1-203*25,国标要求公差范围:
偏差等级 标准化外径允许偏差
D1 ±1.5%,小±0.75 mm
D2 ±1.0%。小±0.50 mm
D3 ±0.75%.小±0.30 mm
D4 ±0.50%。小±0.10 mm
靖江精密钢管的加工方式:
首先,靖江精密钢管的处置模式有两种, 种是运用精拨工艺处置的钢管,第二组则是采用了冷轧技艺制作,精密无缝因为采用的是一体冲轧成型,所以表面均没有氧化物质,精密无缝管继承了无缝管的传统特点,在受到高压冲撞时,不会出现泄漏的问题,运用先进的技艺制作的精密无缝管,精密要比一般的无缝管高,比较适合高压设备。
靖江精密钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题。圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成精密钢管。
靖江精密钢管内径由定径机钻头的外径长度来确定。国标精密钢管经定径后,进入冷却塔中,通过喷水冷却,精密钢管经冷却后,就要被矫直。精密钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若精密钢管内部有裂纹,气泡等问题,将被探测出。精密钢管质检后还要通过严格的手工挑选。精密钢管质检后,用油漆喷上编号、规格、生产批号等,并由吊车吊入仓库中。
冷拔精密无缝管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
靖江精密钢管和普通无缝管的区别:
1、靖江精密钢管外径更小;
2、精度高可做小批量生;
3、冷拔精密无缝管成品精度高,表面质量好;
4、钢管横面积更复杂;
5、钢管性能更优越,金属比较至密,动机负荷状况以及经济性和排放性的要求对共轨腔内的油压进行灵活调节,尤其优化了发动机的低速性能。
靖江精密钢管的标准:
1、靖江精密钢管的 标准:
GB/T3639-2009,另外可能也还有应用GB/T8162-2008结构用精密钢管的。
2、靖江精密钢管的国际标准:
DIN2391, EN10305-1,EN10305-4 ASTM A519。
靖江精密钢管的生产工艺:
1、靖江精密钢管毛管
毛管壁厚要均匀,内外表面缺陷少,要配置外表面抛光及内孔缺陷清理设备。
2、靖江精密钢管复检?
与普通冷拔钢管相比,精密钢管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。
