

【新品发布,视频先行!】焊管,槽钢量少也做产品,等你来探!
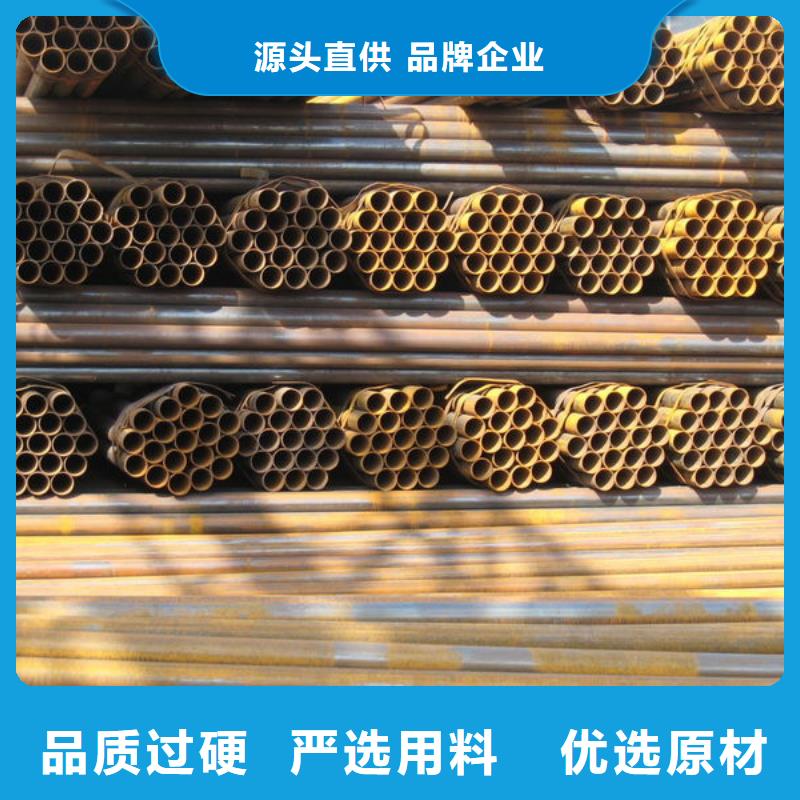
以下是:焊管,槽钢量少也做的图文介绍

等离子切割烟尘等离子在切割工件过程中会产生大量的化金属蒸气、臭氧、氮氧化物烟尘,会严重污染周围环境。解决烟尘问题的关键是如何把等离子烟尘全部吸入到除尘设备中,从而防止空气污染。而对于螺旋焊管等离子切割,除尘的难点是:等离子枪的喷嘴在切割时空气同时向两个反方向吹出,从而使烟尘从螺旋钢管的两端冒出,而安装在螺旋钢管的一个方向的吸气口是很难将烟尘很好回收。
吸入口外围冷空气从机器空隙外进入吸入口且风量很大,使螺旋钢管内烟尘和冷空气的总量大于除尘器吸入的有效风量,从而切割烟尘彻底吸收变得不可能完成。由于切割部位距离除尘吸入口较远,到达吸入口处的风力难以抽动烟尘。
为此,吸尘罩的设计原则是:除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在螺旋钢管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入螺旋钢管,才能有效地将烟尘吸进除尘器。
在螺旋钢管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入螺旋钢管内部,在螺旋钢管内部空间形成一个负压将烟尘挡板安装在螺旋钢管内部随行小车上并置于等离子枪切割点大约500mm处,在螺旋钢管切断后停留一下,达到将烟尘全部吸收。
注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与螺旋钢管转动相互吻合,必须让随行小车的走轮角度与内辊角度保持一致。对于直径大约800mm的大口径螺旋焊管等离子切割,可以采用该方法;对于直径小于800mm,管径小烟尘不能从出管方向冒出,不必安装内部挡板。
吸入口外围冷空气从机器空隙外进入吸入口且风量很大,使螺旋钢管内烟尘和冷空气的总量大于除尘器吸入的有效风量,从而切割烟尘彻底吸收变得不可能完成。由于切割部位距离除尘吸入口较远,到达吸入口处的风力难以抽动烟尘。
为此,吸尘罩的设计原则是:除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在螺旋钢管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入螺旋钢管,才能有效地将烟尘吸进除尘器。
在螺旋钢管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入螺旋钢管内部,在螺旋钢管内部空间形成一个负压将烟尘挡板安装在螺旋钢管内部随行小车上并置于等离子枪切割点大约500mm处,在螺旋钢管切断后停留一下,达到将烟尘全部吸收。
注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与螺旋钢管转动相互吻合,必须让随行小车的走轮角度与内辊角度保持一致。对于直径大约800mm的大口径螺旋焊管等离子切割,可以采用该方法;对于直径小于800mm,管径小烟尘不能从出管方向冒出,不必安装内部挡板。


但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
焊管工艺流程原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。特点应用范围产品广泛应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。
作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。 [1] 分类编辑按用途分类又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管、脚手架管和螺旋焊管。
一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际的不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。
焊管工艺流程原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。特点应用范围产品广泛应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。
作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。 [1] 分类编辑按用途分类又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管、脚手架管和螺旋焊管。
一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际的不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。



国耀宏业钢铁有限公司坐落在经济开发区国耀宏业钢铁,本公司是一家提供 江苏扬州槽钢的专业供应商及生产商,在市场竞争强烈的今天,公司本着一切以客户所需,提供更方便、更快捷、更有效的服务建立了完善的售后服务体系,拥有一支专业技术精湛、经验丰富的团队,为客户提供365天,全天候服务。多年来的励精图治,使我公司赢得了广大客户的一致好评。我们将诚实守信,追求卓越的经营理念,竭诚为客户提供优良的产品和服务。


承压流体输送用螺旋缝埋弧焊钢管SY5036-83主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国。
钢带绞平机:为七辊绞平,板厚可达20mm剪板机:可剪2000mm*20mm卷板对焊机:焊接刚带头尾圆盘剪:剪去钢板毛边达到规定尺寸铣边机:对≥10mm的钢板加工成需要的坡口立辊装置:保证钢板沿递送线运行递送机:二辊递送机为成。
生产设备编辑开卷机:双锥头开卷机,可拆32吨重钢卷。其计算公式如下(要求按理论重量交货者,需在合同中注明):螺旋焊管每米的理论重量计算公式:W=0.0246615(D-S)S+0.5式中:W--螺旋焊管每米理论重量,kg/m;D--螺旋焊管的公称外径,mm;S--螺旋焊管的公称壁厚,mm。
材质编辑Q235A,Q235B、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb、16Mn、20#、Q345、L245、L290、40#、60#、X42、X46、X70、X80。用途编辑螺旋焊管在国内主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。
螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国。
钢带绞平机:为七辊绞平,板厚可达20mm剪板机:可剪2000mm*20mm卷板对焊机:焊接刚带头尾圆盘剪:剪去钢板毛边达到规定尺寸铣边机:对≥10mm的钢板加工成需要的坡口立辊装置:保证钢板沿递送线运行递送机:二辊递送机为成。
生产设备编辑开卷机:双锥头开卷机,可拆32吨重钢卷。其计算公式如下(要求按理论重量交货者,需在合同中注明):螺旋焊管每米的理论重量计算公式:W=0.0246615(D-S)S+0.5式中:W--螺旋焊管每米理论重量,kg/m;D--螺旋焊管的公称外径,mm;S--螺旋焊管的公称壁厚,mm。
材质编辑Q235A,Q235B、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb、16Mn、20#、Q345、L245、L290、40#、60#、X42、X46、X70、X80。用途编辑螺旋焊管在国内主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。



