
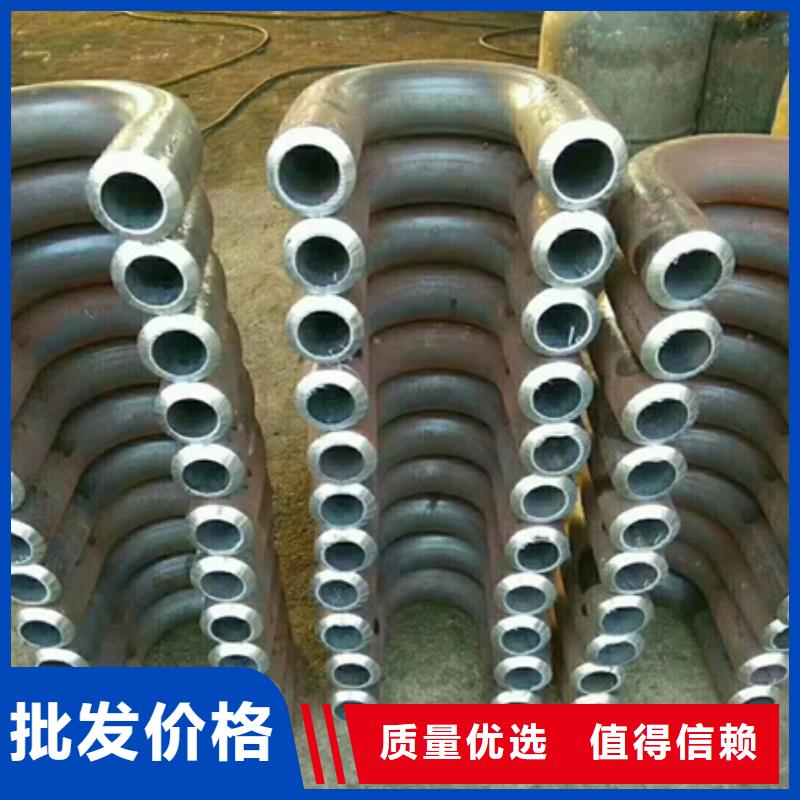






如今的弯头是现阶段常见的连接头方式 ,依据弯管种类,能够 分成手动式弯管和弯管加工生产厂家,伴随着工业产业链的提高,传统式的生产加工中弯管技术性也在迅速发展趋势,一些客户规定因而的弯管加工厂,开展一些弯管加工的难题,有时候大家让因而做防腐蚀解决,这非常简单,因而加工厂做防腐蚀解决比去施工工地做防腐蚀解决非常容易得多,加工厂的占地面积很广,資源也很丰富多彩。现如今的轧辊钣金折弯是弯管加工全过程中,较为普遍的钣金折弯生产加工方式 ,此外好几个是以主动轮,滚弯方式 和原理基本一致,仅仅用以滚管的滚辊,以具备与管截面外观设计相符合的工作中表层,钣金折弯时,仅变动主滚子轴承和滚子轴承中间的间距,就可以获得各种各样夹角的钣金折弯,此方式 特别是在适用曲线图环或螺旋式线形管材,翻转钣金折弯关键用以夹角大的薄壁管材,对小半经钣金折弯束手无策,为此获得更强的应用难题。
在用以弯管加工的工艺流程中,在四柱液压机上应用磨具弯精轧管,弯管加工是由于磨具调节简易,生产制造率,一般 在生产制造中普遍应用,如含有平行线段的管材或弯管加工商务舱,弯管加工很普遍,不一样制造行业的主要用途不一样,但不了解弯管加工的操作方法,并掌握到此主要用途的一些常见主要用途,一些管路应用多种多样弯头,如船只用管路和输油管及其小汽车的运用等。
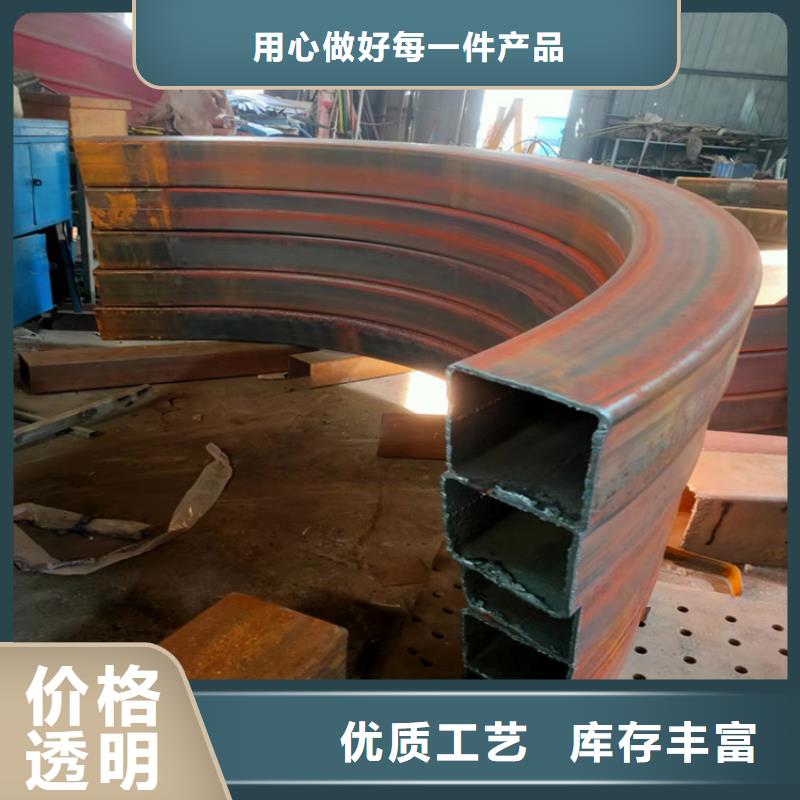
因为弧型弯头比其他类型的弯头中,弯管加工以具备大量优势,各种各样原材料在弧型弯头中运作更畅顺,与管路内壁的小冲击性相对性匀称,在应用弯头时,不必十分明显地挤压成型,弯头因而应用全过程中不可以碰水,要在自然环境较为干躁的地域应用。
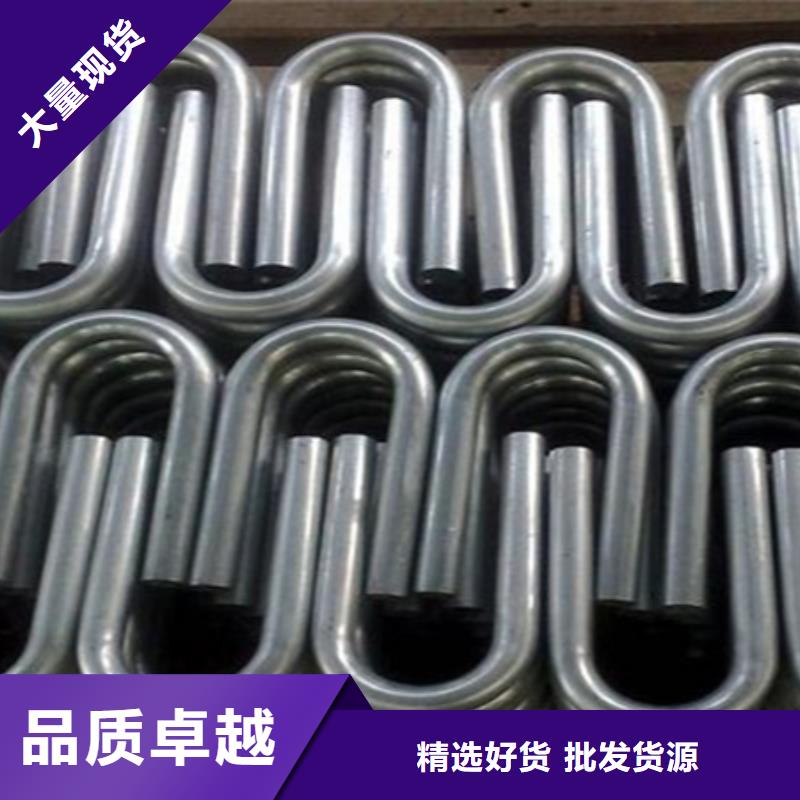
管件常见弯管方法及其7种弯管方式详解接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。辗压式旋转:用竖柱式或竖式弯曲机弯曲模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。带纠正的折弯:这类折弯方式水管不容易挤扁。芯轴式挤弯:这类挤弯一般为热挤拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。
管件常见弯管方法及其7种弯管方式详解接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。辗压式旋转:用竖柱式或竖式弯曲机弯曲模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。带纠正的折弯:这类折弯方式水管不容易挤扁。芯轴式挤弯:这类挤弯一般为热挤拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。
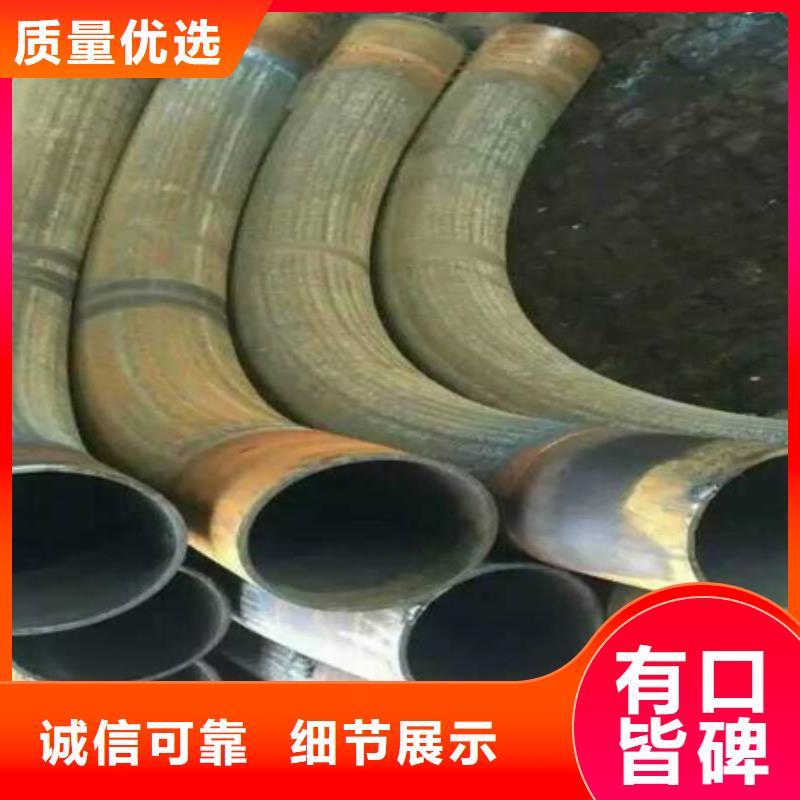
目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机.在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。
目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。
如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。
在加工弯头时,对弯曲有一定的要求。
并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。
现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。
