




观看我们的产品视频,就像打开了一扇通往铝管-红铜带货源直销产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
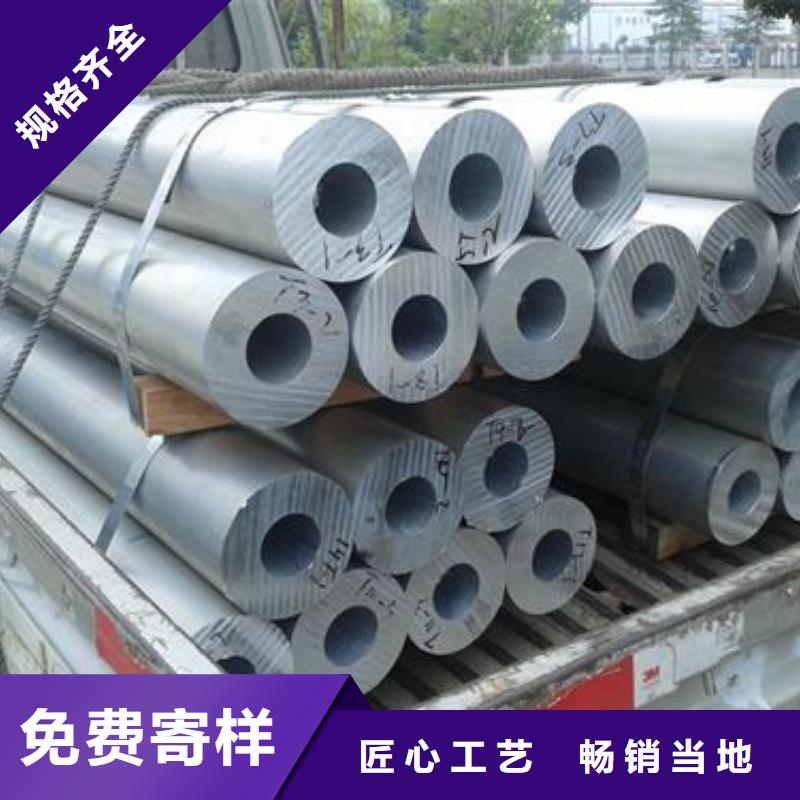
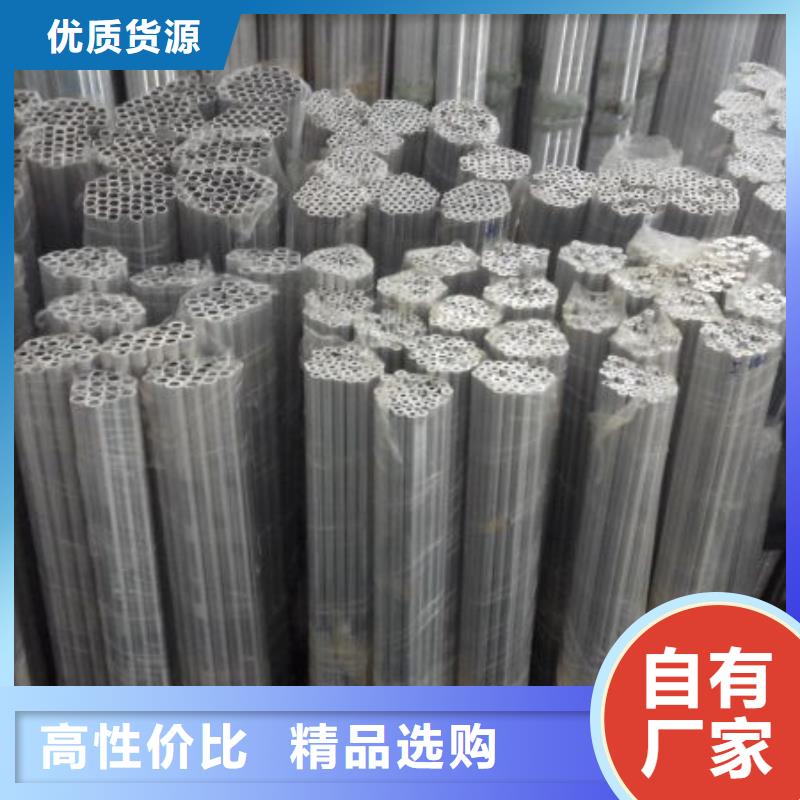
以下是:铝管-红铜带货源直销的图文介绍

拆除地脚孔模板,吊运工业铝型材挤压机按地脚孔位置放平,粗略找一下高度、水平和中心线位置,地脚孔内放好设备紧固用螺栓,螺栓穿过设备连接孔,拧好螺母,注意留出螺纹调整量长度,浇灌地脚孔,固定螺栓,期应超过十天,用一对斜铁(斜度1/10~1/20)和一块平钢板为一组,平板在下,一对斜铁的斜向相反组合在平板上,垫在地脚螺栓孔两侧,用斜铁找水平和调整中心高度,同时,工业铝型材挤压机中心线与工业铝型材挤压机生产线中心线重合,预紧地脚螺栓,要对角预紧各螺母,拧紧力要一致,校正设备水平、中心高和中心线,紧固各地螺栓,连接水、气管路和接通电气线路,值得注意的是:工业铝材工业铝材挤压机安装后,工艺技术人员要认真阅读设备说明书。


这里所说的紫铜,确实要非常纯,含铜达99.95%以上才行,极少量的杂质,特别是磷、、铝等,会大大降低铜的导电率。铜中含氧(炼铜时容易混入少量氧)对导电率影响很大,用于电气工业的铜一般都必须是无氧铜。另外,铅、锑、铋等杂质会使铜的结晶不能结合在一起,造成热脆,也会影响纯铜的加工。这种纯度很高的纯铜,一般用电解法精制:把不纯铜(即粗铜)作阳极,纯铜作阴极,以溶液为电解液。当电流通过后,阳极上不纯的铜逐渐熔解,纯铜便逐渐沉淀在阴极上。这样精制而得的铜;纯度可达99.99%。紫铜是比较纯净的一种铜,一般可近似认为是纯铜,导电性、塑性都较好,但强度、硬度较差一些。
紫铜管的焊接一般采用50%.45%.35%或25%的银焊条,均需有良好的活动性,而且要有助焊剂的匡助。所用助焊剂应是柔性混合物或粉状. 紫铜管焊接用碳化火焰。其焊接顺序为:(1)加热前,先将助焊剂涂在待焊部位.(2)加热插入紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。(4)将火焰移开,让焊料与焊接点接触,维持几秒钟后再拿开。假如怀疑或查出两管间仍有旷地空闲.可再次加热,使火焰嘴在两点连续移动。必要时可添加少量焊料。
紫铜管的焊接一般采用50%.45%.35%或25%的银焊条,均需有良好的活动性,而且要有助焊剂的匡助。所用助焊剂应是柔性混合物或粉状. 紫铜管焊接用碳化火焰。其焊接顺序为:(1)加热前,先将助焊剂涂在待焊部位.(2)加热插入紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。(4)将火焰移开,让焊料与焊接点接触,维持几秒钟后再拿开。假如怀疑或查出两管间仍有旷地空闲.可再次加热,使火焰嘴在两点连续移动。必要时可添加少量焊料。



阔恒兴旺国际贸易有限公司结合 福建宁德地槽铜母线产品的特点,确立了立足福建宁德,辐射全国的营销策略,几年来公司凭借优良的品质,稳定的性能,合理的价格,完善的服务,诚信的行为,铸就了自己的品牌, 福建宁德地槽铜母线产品畅销全国20个省市自治区,并在全国各主要城市设有区域销售部,形成了健全的营销网络。秉承、理性、持续发展的战略思想,坚持求实进取,团结奉献的创业精神。

2.对工作液的要求:目前常采用水溶液作为中走丝线切割加工的工作液,宝玛常规配置比例是30。宜采用8的比例,为了保持工作液的清沽,使其正常有效地工作,并延长工作液的使用期,可使用厚的海绵,避免残屑流人水箱,保持工作液的畅通,减少电极丝上加工屑的粘附,对海绵垫进行定期的清洗或更换,工作液的上下喷水量应均匀,以便及时把蚀除物排除,3.操作技巧:可在上线架后端槽中加一块海绵,高速往返的电极丝经海绵摩擦,可去掉一部分粘附的氧化物,减少氧化物对导电块的磨损,同时减少电极丝抖动,确保脉冲电源效率的正常发挥,还要注意勤更换导电块的工作位置,上面的方法不单是适合于切割铝型材料,对一些较特殊材料的加工,如导电陶瓷、氮化硅和氮化硼。

