








普通碳素钢优先选用150×145mm见方,长度在12m左 右的高速线材坯体,采用步进式混合加热炉基本能够满 足线材轧制的温度需求。该加热炉在进行加热过程中可 以实现智能化温度控制和人工操作调整。由于普通碳素钢 的轧制温度范围不一,对温度较为敏感,因此会加大轧制 的困难。所以在进行普通碳素钢线材轧制的过程中对于温 度工艺的优化是为重要的。普通碳素钢的钢材坯料需要经过熔炼、浇筑、开坯等过程的准备工作,加工为150×145mm见方,长度在12m左右的 方坯,为下一步的工艺流程做准备。
彩钢瓦的安装工程一.瓦的正确铺放方式⒈重叠式(适用于长度≦15M的屋面)⒉交错式(适用于长度≧15M的屋面)二.专用钉正确使用方法⒈专用钉须打在瓦骨中间才能有防水作用。⒉专用钉固定间隔横竖为50CM~100CM( 4根/㎡)。⒊专用钉须由瓦的下端往屋顶方向打才能有美观、密封、整齐的效果。三.安装密封条脊瓦封檐盖⒈ 将密封条分开两半,对照瓦型压在屋顶处盖上脊瓦钢材使用专用钉固定。⒉侧面瓦的交接处,用水泥作密封处理后直接盖上脊瓦,脊瓦底部用小瓦档钢材收尾。⒊瓦的下端即屋檐处直接安装封檐盖使用螺钉固定。⒌脊瓦交接处,对照接口用剪刀修剪成型后重叠并使用玻璃胶密封。
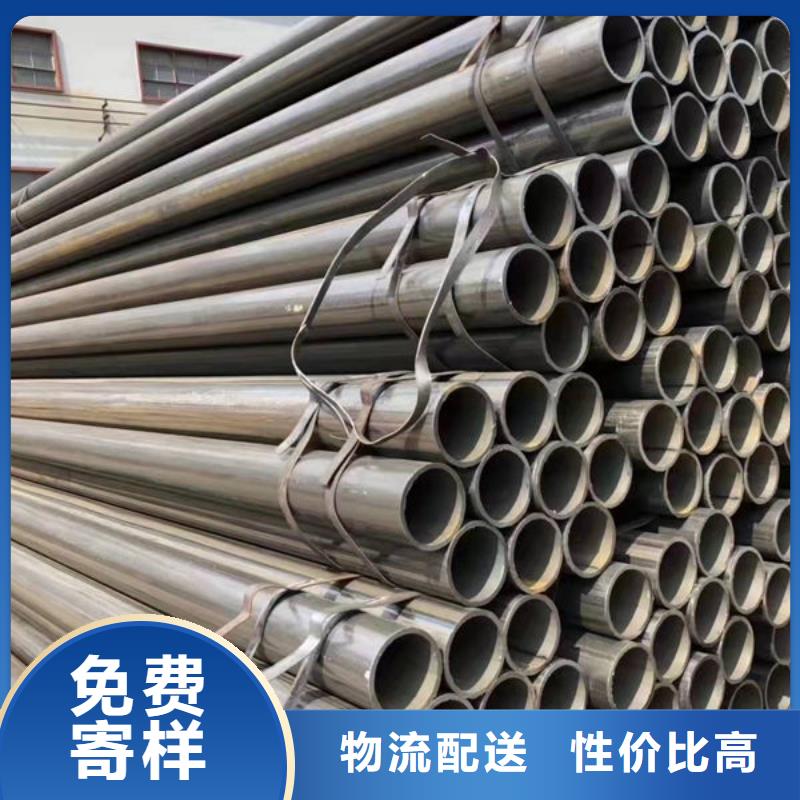
无缝钢管是怎样生产出来的?无缝钢管是一种经济型钢材,在国民经济中占有十分重要的地位。广泛应用于石油、化工、锅炉、电站、船舶、机械制造、汽车、航空、航天、能源、地质、建筑、军工等部门。热轧无缝钢管一般在自动轧管机上生产。检查并表面缺陷后,将实心管坯钢材切割成所需长度,以管坯穿孔端端面为中心,然后送入加热炉加热,在穿孔机上穿孔。在穿孔过程中,它不断旋转和前进。在轧辊和堵头的作用下,管坯内部逐渐形成一个空腔,称为粗管。然后送至自动轧管机继续轧制。,壁厚由整机调整,直径由浆纱机确定,以满足规范要求。采用连续轧管机生产热轧无缝钢管是一种先进的生产方法。
螺纹钢强化技术目前国内高强度钢筋生产主要有余热热处理、超细晶粒和微合金化 3 种生产工艺。经过余热处理的钢筋的可焊性、机械连接性能和施工使用性能较低,因而钢筋的应用范围受了限制,但其生产成本较低;超细晶粒钢筋的焊接性能较差,这是因为钢材在焊接过程中,由于焊接热的影响区晶粒会长大,从而使焊接接头区域出现软化的现象,使其强度降低; 微合金化工艺可使钢筋具有强度高、焊接性能好、抗震性能优等特点,是产品性能 的高强度钢筋生产工艺,采用微合金化技术也是国内外发展高强度钢筋的主要工艺技术路线之一。
