


凡有意向购买我公司 湖南湘潭河道护栏者,我公司特邀您前来:
一、现场看 湖南湘潭河道护栏生态流程,了解我们的生产能力;
二、带您到公司现有的成功案例现场考察咨询学习;
三、意向确定后公司派技术员根据您的要求24小时全程负责沟通。


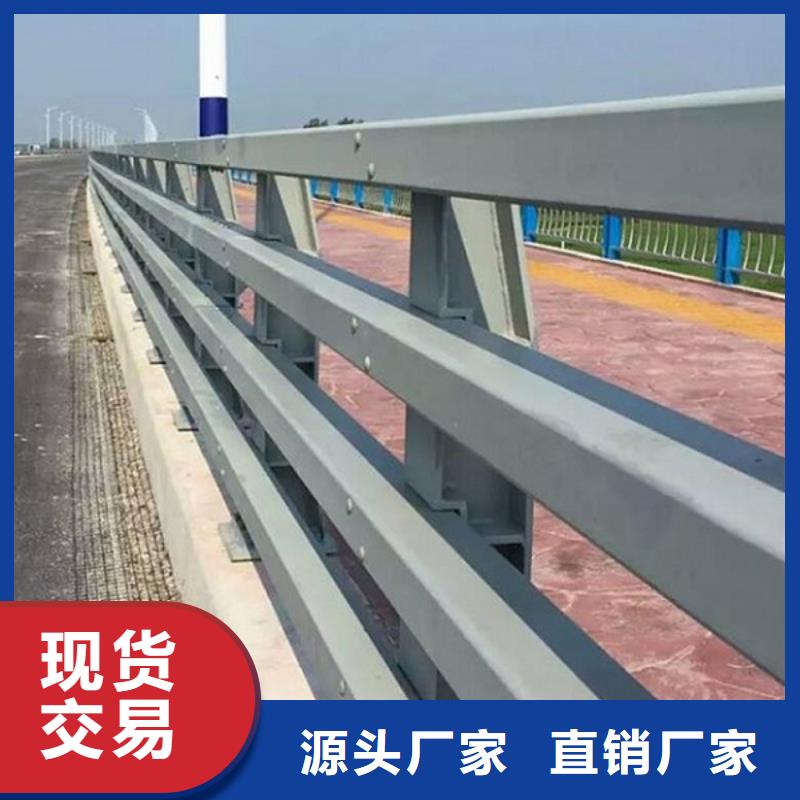
往常桥梁景观护栏得到了普遍的运用,也用在日子的方方面面,给我们的社会带来了便当。在外型改动中还应防止琐碎和零乱。构成栏杆杂多而不共同的缘由有三点:不论桥型,**求古桥栏杆的方式,显得无章法。自身过多的装修或雕饰,纹样无规则,弄巧成拙,如一座石桥栏杆柱头上有人物、动物、用具等等,缺乏共同目标令人发笑;构成栏杆的各个构件过于细微密布。
栏杆外型要与桥型相习气栏杆外型是桥梁全体结构的一局部,要对桥梁全体漂亮起到衬托和增果,因此栏杆外型要能够习气桥型,风格要共同。如现代长大桥梁的美学特征是精练明快、纤细轻盈、接连流通,栏杆外型也应相对精练明快,并能添加接连流通的感,防止混乱、怪形或歪曲而分散高速行驶中驾驶员的留意力,构成不平安要素。
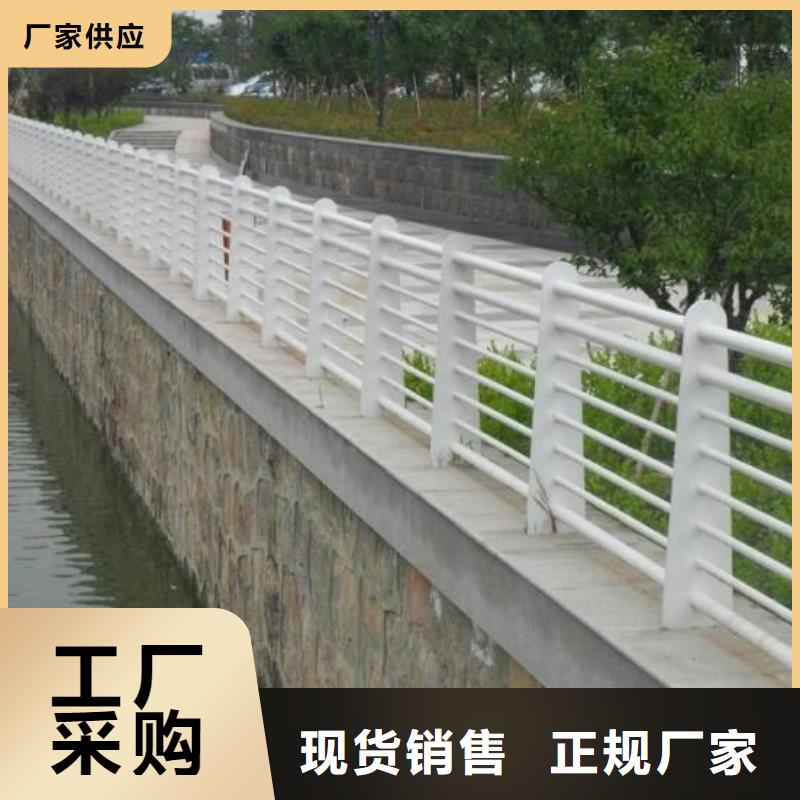
相反,城市人行桥或旅游区底桥梁是大家常常驻足观赏的当地,则应精心规划添加情味感,别的,桥梁栏杆如斜拉桥的斜拉索与直立主塔构成伞状轮廓,栏杆通常选用加通栏杆扶手的精练外形为好,显得轻盈平稳,可添加斜拉桥的平衡感;梁桥则以程度、爽直为基调,栏杆外型恰当多元化,以改动曩昔单调的现象。



常用的不锈钢复合管景观护栏焊接的方式有哪些呢一般是由以下的方式进行的:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。
大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今?。
这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。这里使用的保护气体是活性气体,如二氧化碳或混合气体.****的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电



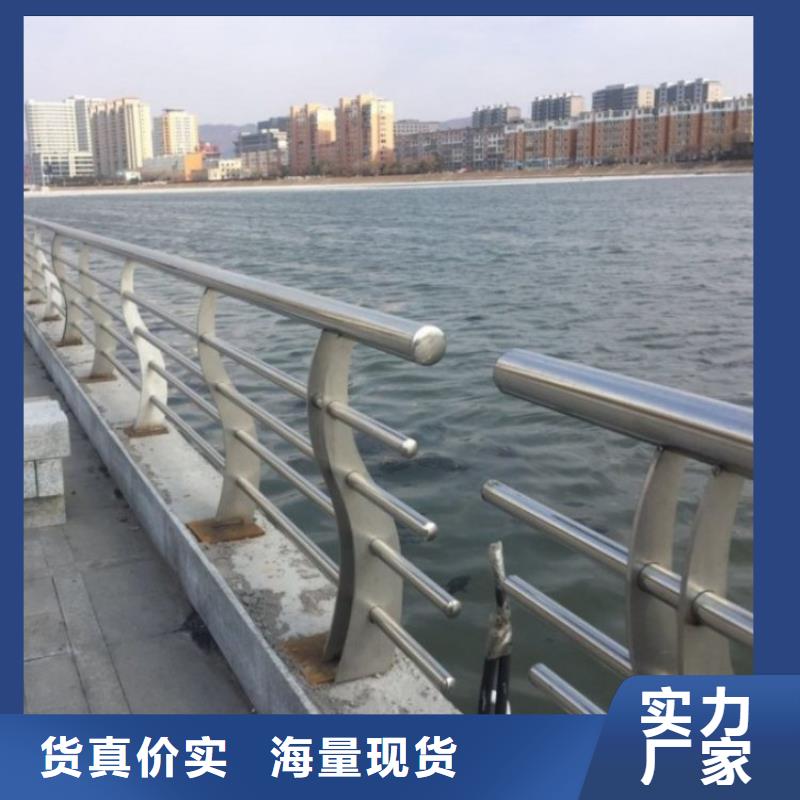
桥梁景观护栏表面有各种不同的色彩,从而形成了不同的风格。表面色彩的合理利用装饰了桥梁景观,给环境带来更多的美感。那么,景观桥梁护栏的表面色彩的处理工艺有哪些呢。1、烤漆:烤漆工艺流程是:在基材上每上一遍漆,就送入无尘恒温烤房进行烘干处理,如此反复三遍、四遍或以上。
2、喷漆:是一个比较简单的表面处理作业。只需要将油漆倒入专门的喷漆设备,用喷对准工件进行喷涂,等它自然干燥或是高温烘干即可,所以相对来说是一个简单的物理过程,在桥梁栏杆的生产中也是比较常见。3、喷塑:也叫做喷粉,需要有专门的喷涂设备,所以经常要用到各种静电喷涂机、高压喷、烤炉、高温烤房、喷粉回收装置以及空气压缩机等等。
它使用的涂料也和喷漆的液态油漆涂料不同,而是用一种特殊的固体粉末,将粉末经过静电处理后吸附在工件表面,然后送入高温烤房进行烘烤固化,当冷却后即可形成固态的涂层。新美叶生产的景观桥梁护栏大多是使用喷塑,这样可以保证我们产品的质量,又可以缩短工期。


GBT18704-2002不锈钢复合管1范围本标准规定了不锈钢复合管的分类、代、尺寸、外形、质量及允许偏差、要求、试验方法、检验规则、标志、标签、包装和贮存。本标准适用于市政设施、景观护栏、车船制造、道桥护栏、建筑装饰、架、器械、家具、一般机械结构部件等不锈钢复合管(以下简称不锈钢复合管)。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款.凡是注日期的引用文件,其随后所有的修(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的版本。
GB/T242金属管扩口试验方法GB/T244金属管弯曲试验方法GB/T246金属管压扁试验方法GB/T700碳素结构钢GB/T1220不锈钢棒GB/T2102钢管的验收、包装、标志及质2证明书GB/T4239不锈钢和耐热钢冷轧俐带GB/T8164捍接悯管用创带3.术语和定义下列术语和定义适用于本标准。
不锈钢复合管cladpipe基材(内层)采用碳素钢,覆材(外层)采用不锈钢的钢管.4.分类、代4.1不锈钢复合管按表面交货状态分为四种,状态名称及其代如下a)表面未抛光状态SNB;b)表面抛光状态;c)表面磨光状态SP;d)表面喷砂状态SA。



